

下載本文檔
版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
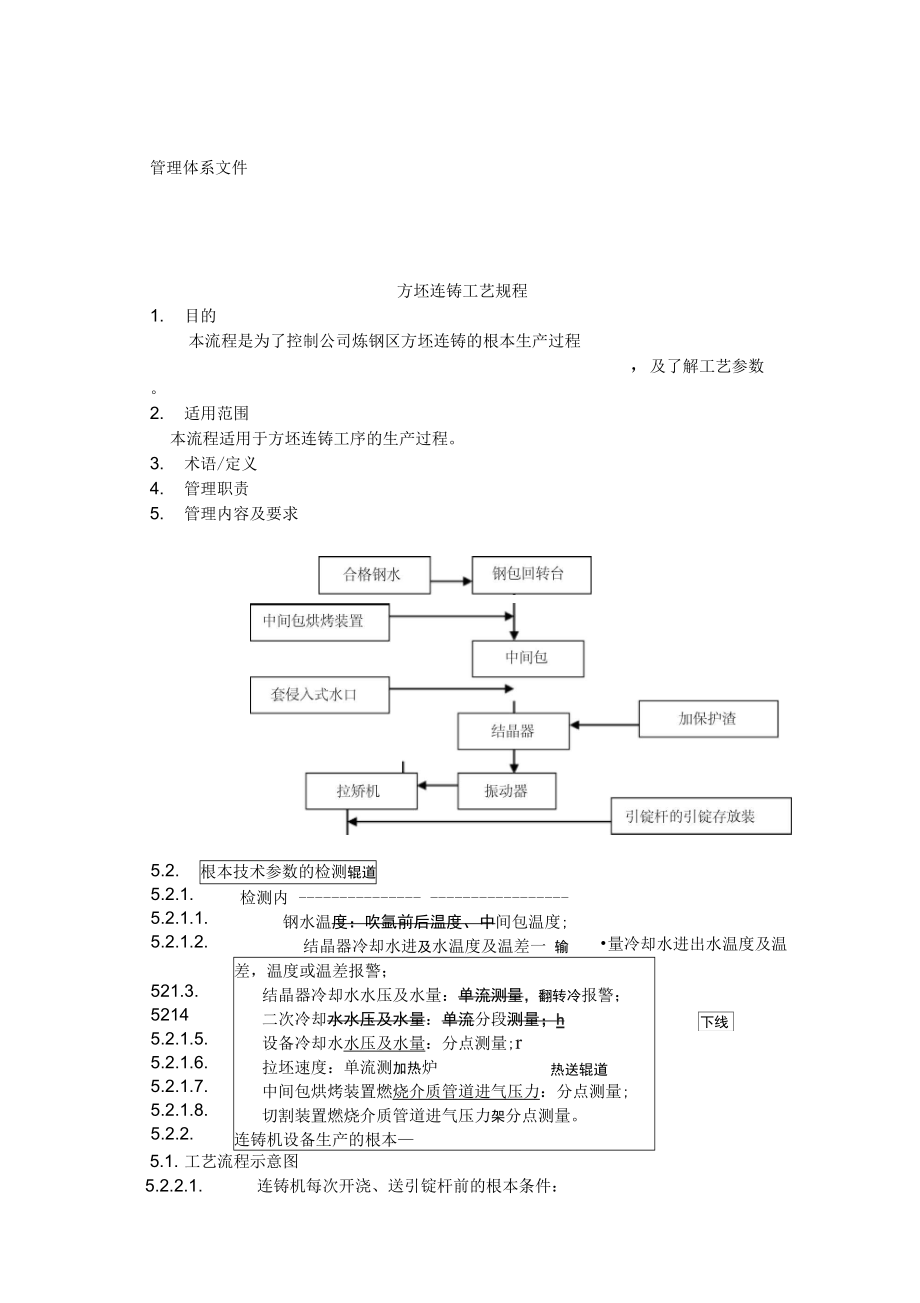
1、管理體系文件方坯連鑄工藝規程1. 目的本流程是為了控制公司煉鋼區方坯連鑄的根本生產過程,及了解工藝參數。2. 適用范圍本流程適用于方坯連鑄工序的生產過程。3. 術語/定義4. 管理職責5. 管理內容及要求5.1. 工藝流程示意圖火焰切割切頭收集裝置5.2.5.2.1.5.2.1.1.5.2.1.2.根本技術參數的檢測輥道檢測內 鋼水溫度:吹氬前后溫度、中間包溫度; 結晶器冷卻水進及水溫度及溫差一 輸量冷卻水進出水溫度及溫521.3.52145.2.1.5.5.2.1.6.5.2.1.7.5.2.1.8.5.2.2.差,溫度或溫差報警;結晶器冷卻水水壓及水量:單流測量,翻轉冷報警; 二次冷卻水水
2、壓及水量:單流分段測量;h 設備冷卻水水壓及水量:分點測量;r 拉坯速度:單流測加熱爐 中間包烘烤裝置燃燒介質管道進氣壓力:分點測量; 切割裝置燃燒介質管道進氣壓力架分點測量。連鑄機設備生產的根本熱送輥道下線5.2.2.1. 連鑄機每次開澆、送引錠桿前的根本條件:5.2.2.1.1. 振幅振頻符合振動技術參數要求,不能有擺動、異常抖動現象;5.2.2.1.2. 結晶器冷卻、二次冷卻所有噴嘴全部暢通,所有閥門平安可靠,結 晶器無滲漏水現象;522.13 二次冷卻及輥道區應無任何障礙物及粘鋼;522.14 其他所有機械、電氣、儀表儀器等運轉正常。5.2.22 鑄機弧度誤差應符合技術參數要求。5.2
3、.23 結晶器的尺寸、外表光潔度等應符合技術、生產要求。5.2.24 連鑄機試車及檢修后的條件:5.2.2.4.1. 連鑄機試車前所有設備應符合設計要求,所有機械、電氣、儀器儀 表運轉正常,連動試車正常;5.2.2.42連鑄機設備檢修后,應保證所有機械、電氣、儀表儀器等設備運轉正常;生產前連動試車正常5.2.3. 連鑄對所澆鋼水的根本技術要求5.2.3.1. 鋼水、鋼包要求5.2.3.1.1. 鋼水成分符合所煉鋼種要求5.2.3.1.2. 堅持紅包出鋼,出鋼前鋼包包襯外表溫度應?800E,假設遇涼包、新包、中小修包必須事先烘烤到包襯外表暗紅,氣孔不再排氣,方可出鋼 供連鑄使用;5.2.3.2.
4、 溫度控制5.2.3.2.1. HRB40C鋼液相線溫度:1506 C,溫度控制見下表:連澆爐次出鋼溫度C到吹氬站C出吹氬站C中包溫度C第一爐17201760165016901630168015451590連澆16801745160016751590166015301580注:出鋼溫度上限時,強脫氧劑按上限參加;5.2.3.2.2.HRB335I岡液相線溫度1506C ,溫度控制見下表:澆次出鋼C到吹氬站C吹氬后C中間包C第一爐1710- 17601640- 16901630- 16801545- 1590連澆1690- 17451610- 16751590- 16601525- 15805.
5、2.3.2.3.Q215、Q235鋼液相線溫度為1518-1520C,溫度控制見下表:澆次出鋼C到吹氬站C吹氬后C中間包C第一爐或換中包1720-17651660-17001640-16801560-1600連澆1700-17501620-16801600-16601530-1580注:Q195鋼液相線溫度1523E,溫度控制按上表相應提高 5C。 遇小修包、黑包、新包、帶包底的包工序溫度按上限控制。 氬后溫度超上限10C以上不允許澆注。 中包溫度低于下限提拉速澆注;連鑄第一爐,中包溫度高上限10C禁止澆注; 連澆中包溫度高上限5C禁止澆注。5.2.3.2.4. 澆注前兩包鋼水吹氬后溫度比正常
6、供鋼溫度高 2040C;5.2.3.2.5. 兩流三流澆注比三流四流澆注高1020C;5.2.3.3. 溫度測量5.2.3.3.1. 鋼包鋼水的溫度測量:測溫槍盡可能插入鋼包中心鋼水液面深度300500伽左右,不能太深、太淺或靠近包壁,以保證溫度顯示的準確 性;523.32中間包鋼水的溫度測量:離鋼包注流最遠、中包水口附近位置進行測量,以確保中包鋼水溫度具有一定的代表性。5.2.4. 連鑄機的根本參數5.241.根本冶煉條件5.241.1. 轉爐平均爐產鋼量:40 48t/爐5.2.4.1.2.轉爐平均冶煉周期:28 30分/爐5.2.4.2.車間轉爐座數:2 座5.2.4.3.轉爐操作方式:
7、二吹二5.2.4.4.鋼包容量:50t5.2.4.5.鋼水精煉方式:吹氬站及喂絲機、預留LF爐精煉方式5.2.4.6.連鑄坯規格、鋼種、供坯方式生產150X 150方坯,定尺6m 12m5.2.4.7.連鑄車間放置2臺R8m4機 4流連鑄機,2臺連鑄機中心距54m5.248.連鑄坯要求熱送軋鋼車間,其中,一條連鑄為棒材軋機供坯,其熱送輥道中心線與鑄機中心線距離為 4200mm熱送輥道面標高為+ 900mm 鑄坯四根一送;另一臺鑄機高線軋機供坯,其熱送輥道中心線與鑄機中 心線距離為5000mm熱送輥道面標高為+ 5900mm鑄坯一根一送。5.2.4.9.生產鋼種普碳鋼和低合金鋼為主,具備生產高附加值產品的能力5.2.5. 連鑄機主要工藝參數鑄機半徑8m剛性引錠桿鑄機流數4機4流流間距1250mm鑄坯定尺6m 12m連澆爐數> 10爐
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
評論
0/150
提交評論