



版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
1、學號: 201125050117中 州 大 學CAD/CAM課程設計說明書設計題目: 撥叉成型加工專 業: 機械制造與自動化設 計 者:馬振楊班 級:11機制一班 指導教師:孟雅俊 評定成績:設計日期:2013 年 9 月 27 日至 2013 年 11 月 2 日目錄前言 1計任務書.21、 建模.31 零件的建模過程.32 毛坯的建模過程.15二、零件工藝分析.17三、創建操作 .174、 設計心得與體會.39五、參考資料.39前言 模板應用廣泛,是非常重要的機械零件之一。模板的一般作用是:(a)起定位作用;(b)防塵和密封,除本身可以防塵密封外,也常和密封件配合以達到密封的作用;(c)位
2、于車床電動機的頂端,主要起減震的作用,使主軸箱的轉動平穩。 因此,該零件應具有足夠的強度、剛度、耐磨性和韌性,以適應端蓋的工作條件。該零件的主要工作表面為上表面,在設計工藝規程時必須重點考慮。端蓋的加工工藝的可行性與合理性直接影響零件的質量、生產成本、使用性能和壽命等。設計任務書1、總體介紹:設計包括CAD與CAM兩大模塊,重點在于CAM。2、具體要求:根據平面圖建模,并對該零件上所有能夠銑、鉆的表面進行加工。完成指定題目的設計后,要求每人編寫說明書一份(包括封面、目錄、設計任務書、正文、設計心得與體會、參考資料等七部分,可以打印,請上交前自己檢查是否缺項)。同時上交電子稿與相應prt文件。正
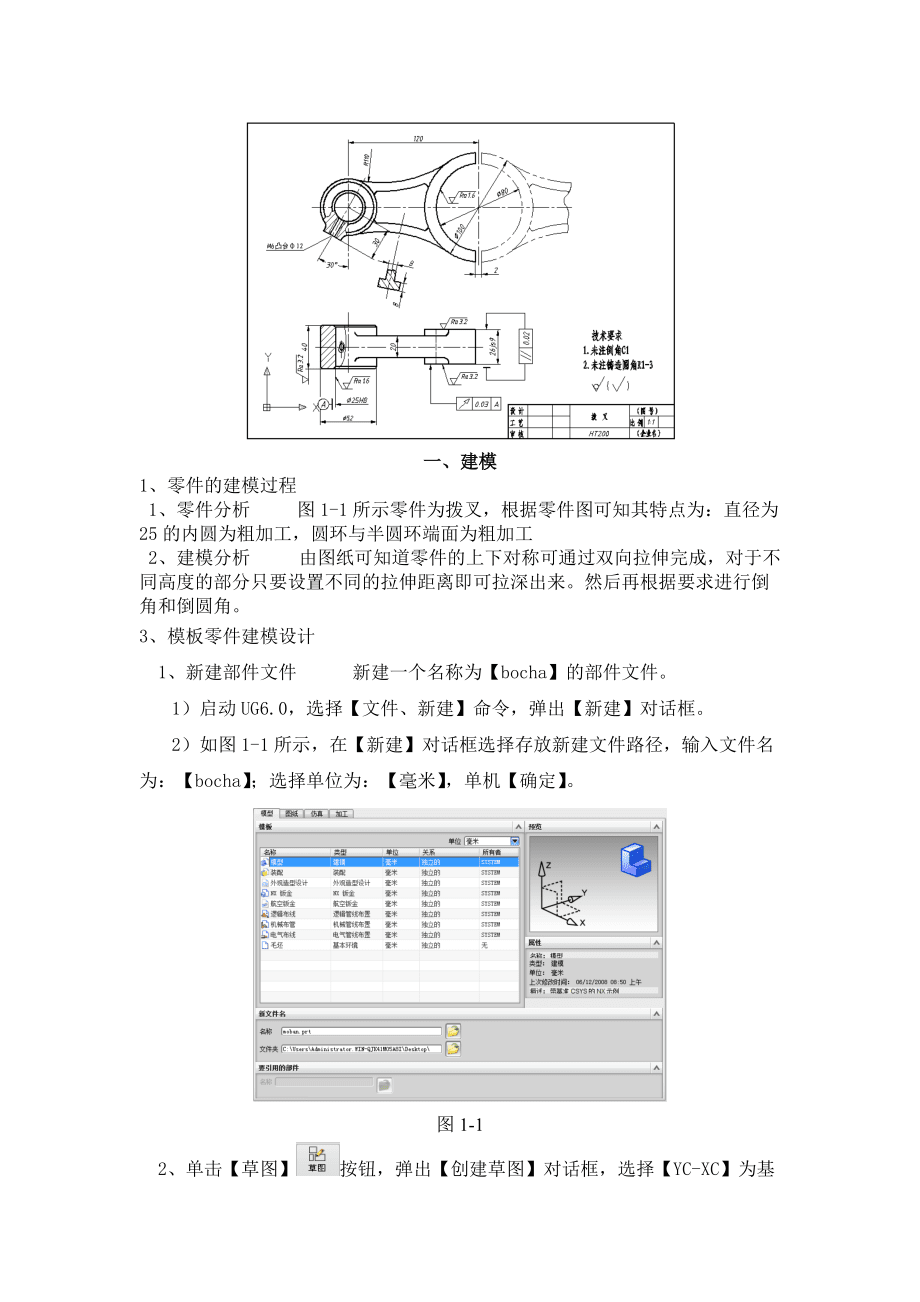
3、文應包括:零件的建模過程、毛坯的建模過程、零件工藝分析與編制的工藝過程、具體加工過程(每個操作的創建詳細過程,要求說明各個參數是如何配置的、每個操作生成的刀軌)、車間工藝文檔4、設計要求:設計包括CAD與CAM兩大模塊,根據平面圖建模,并對該零件上所有能夠銑,鉆的表面進行加工5、 零件圖零件的外形圖如圖0-1所示:一、建模1、零件的建模過程 1、零件分析 圖1-1所示零件為撥叉,根據零件圖可知其特點為:直徑為25的內圓為粗加工,圓環與半圓環端面為粗加工 2、建模分析 由圖紙可知道零件的上下對稱可通過雙向拉伸完成,對于不同高度的部分只要設置不同的拉伸距離即可拉深出來。然后再根據要求進行倒角和倒圓
4、角。3、模板零件建模設計 1、新建部件文件 新建一個名稱為【bocha】的部件文件。1)啟動UG6.0,選擇【文件、新建】命令,彈出【新建】對話框。2)如圖1-1所示,在【新建】對話框選擇存放新建文件路徑,輸入文件名為:【bocha】;選擇單位為:【毫米】,單機【確定】。圖1-1 2、單擊【草圖】按鈕,彈出【創建草圖】對話框,選擇【YC-XC】為基準平面,繪制草圖如圖1-2所示。圖1-24、選擇【拉伸】按鈕,彈出【拉伸參數設置】對話框,使用單條曲線選擇圖1-2草圖中間,在【開始距離】文本框中輸入【-4mm】,在【終點距離】文本框內輸入【4mm】;單擊【應用】按鈕,完成拉伸如圖1-3所示。圖1-
5、35完成拉伸操作后如圖1-4圖1-46、 然后選擇圖1-2中上下兩部分,在【開始距離】文本框中輸入【-10mm】,在【終點距離】文本框內輸入【10mm】;單擊【應用】按鈕,完成拉伸如圖1-5所示。圖1-57、 拉伸后如圖1-6所示圖1-68、 選擇圖1-2中左右兩部分,在【開始距離】文本框中輸入【-20mm】,在【終點距離】文本框內輸入【20mm】;單擊【應用】按鈕,完成拉伸如圖1-7所示。圖1-79、 拉伸后如圖1-8所示圖1-810、選擇【求和】,選中拉伸后的所有實體圖單機應用,操作如圖1-9所示圖1-911、 求和后如圖1-10所示圖1-1012、 選擇【基準平面】按鈕,以XC-ZC平面
6、來創建基準平面,【距離】文本框中輸入【0 mm】,單機【應用】。如圖1-11所示圖1-1113、 然后將類型改為【成一角度】,平面對象選擇圖1-11中創建的平面,線性對象選擇Z軸,【角度】文本框中輸入【30】,單機【應用】,如圖1-12所示圖1-1214、 將類型改為【按某一距離】,平面對象選擇圖1-12中創建的平面,【距離】文本框中輸入【-30】,單機【應用】,如圖1-13所示圖1-1315、 基準平面建好后如圖1-14所示圖1-1416、 單擊【草圖】按鈕,選擇圖1-14中建好的基準平面,如圖1-15圖1-1517、 在所建平面上繪制直徑為12的圓,完成后的草圖如圖1-16所示圖1-161
7、8、 選擇【拉伸】按鈕,彈出【拉伸參數設置】對話框,使用單條曲線選擇圖1-16中的草圖,將【結束】文本框中的字改為【直至選定對象】布爾類型改為【求和】;如圖1-17所示圖1-1719、 拉伸后的實體如圖1-18所示圖1-1820、 單擊【草圖】按鈕,選擇圖1-14中建好的基準平面,單機【確定】,如圖1-19所示圖1-1921、 在草圖上繪制直徑為6的圓,完成后的草圖如圖1-20所示圖1-2022、 選擇【孔】按鈕,將孔類型改為【螺紋孔】,指定點時選擇圖1-20中繪制的圓心,螺紋尺寸【size】對話框中選擇M6 x 1.0,螺紋深度改為25,孔深改為25,尺寸【尖角】對話框中輸入120,【布爾】
8、類型選擇求差,選擇整個實體,其它值為默認,如圖1-21所示圖1-2123、 完成操作后如圖1-22所示圖1-2224、 給螺紋孔上螺紋,依次選擇插入、設計特征、螺紋,選擇詳細,其操作如圖1-23所示1、 2、 3、 圖1-2325、 完成操作后如圖1-24所示26、選擇按鈕,邊選擇四個圓,距離為1,如圖1-25所示圖1-2527、完成操作后如圖1-26所示圖1-2628、 選擇按鈕,選擇有螺紋孔凸臺的相貫線,邊導員半徑為1mm,如圖1-27所示圖1-2729、單機應用完成操作如圖1-28所示圖1-2830、 選擇按鈕,邊倒圓半徑為3,其操作如圖1-29所示圖1-2931、 單機應用完成操作后如
9、圖1-30所示圖1-3032、至此,完成了整個撥叉模型的創建。單擊【保存】按鈕,將文件【bocha.prt】另存一份以備后續使用。2、毛坯的建模過程 1)使用已建好的實體進行加工,選擇部件導航器中的【草圖】雙擊,將草圖中的小圓刪除,刪除后的草圖如圖1-31所示圖1-31 2)選擇部件導航器中的【拉伸(4)】雙擊,修改拉伸參數,其操作如圖1-32所示圖1-32 3)拉伸后的實體如圖1-33所示圖1-33 4)刪除部件導航器中的【倒斜角】操作,然后選擇按鈕,選擇左側圓柱的棱角,邊倒圓半徑為1,其操作如圖1-34所示圖1-34 5)操作后如圖1-35所示圖1-35至此,完成整個撥叉毛坯的創建。單擊【
10、保存】按鈕,將文件【bochamaopi.prt】單獨保存一份以備后續使用。二、零件工藝分析確定裝夾方式 由于毛坯的形狀不規則、且需加工上下兩個表面,根據零件形狀可確定需分兩次裝夾。第一次裝夾加工上表面及孔;第一次裝夾采用兩邊共同裝夾的裝夾方式。第二次裝夾加工整個毛坯的下表面,第二次裝夾采用與第一次一樣的裝夾方式。確定加工坐標系原點 為了便于加工時對刀,第一次裝夾,加工坐標系原點設置在零件頂面的中心;第二次裝夾,加工坐標系原點設置在零件底面的中心。確定工步 第一次裝夾:分析圖可得,由于有粗糙度的限制,可用10的平底銑刀對上表面進行粗加工。用麻花鉆和鉸刀對25的兩個通孔進行加工,用锪刀對27進行
11、加工,為了保證加工精度,用4的中心鉆打定位孔。具體工步安排見表3-1。表2-1序號加工工步加工方式刀具加工余量主軸速度進給速度1模板左上表面及右上表面粗加工CAVITY_MILL10平底刀01000rpm350mmpm24的定位孔加工SPOT_DRILLING4中心鉆01200rpm60mmpm324.8的擴孔加工DRILLING24.8麻花鉆0550rpm40mmpm425的鉸孔加工REAMING25機用鉸刀0300rpm30mmpm5倒角1×45°的加工DRILLING27锪刀0200rpm350mmpm第二次裝夾:分析圖可得,仍可用10的平底銑刀對模板下表面加工,具體
12、工步安排見表3-2。 表2-2序號加工工步加工方式刀具加工余量主軸速度進給速度1模板下表面加工CAVITY_MILL10平底刀01000rpm350mmpm2倒角1×45°的加工DRILLING27锪刀0200rpm350mmpm三、創建操作打開零件建模過程中創建的部件【bochamaopi】。進入加工模組設置初始化1.進入加工模塊 單擊【開始】按鈕,選擇【加工】命令,進入自動加工模塊,彈出【加工環境】對話框,在【加工環境】對話框的【要創建的設置】列表框中選擇模板文件【mill_contour】(型腔銑)。如圖3-1所示。單擊【確定】按鈕,進入加工環境。圖3-13、創建刀具
13、 1)創建第一把刀具:平底刀。單擊【加工創建】工具欄中的【創建刀具】按鈕,彈出【創建刀具】對話框,在【創建刀具】對話框中,選擇類型為:【mill_contour】;選擇子類型為:銑刀;輸入名稱為:【D10】;如圖3-2所示,單擊【確定】按鈕,彈出【銑刀-5參數】對話框,在【銑刀-5參數】對話框中設置刀具直徑為:【10】;刀具補償:【1】;長度補償:【0】刀具號:【1】;如圖3-3所示。設置完參數后,單擊【確定】按鈕,完成第一把刀具的創建。圖3-2 圖3-32)創建第二把刀具:中心鉆。單擊【加工創建】工具欄中的【創建刀具】按鈕,彈出【創建刀具】對話框。在【創建刀具】對話框中,選擇類型為:【dri
14、ll】;選擇子類型為:中心鉆;輸入名稱為:【D4】如圖3-4所示,單擊【確定】按鈕,彈出【鉆刀】對話框。在【鉆刀】對話框中設置刀具直徑為:【4】;刀具號:【】;長度補償:【0】;如圖3-5所示。單擊【確定】按鈕,完成第二把刀具的創建。 圖3-4 圖3-52) 按照同樣方法,分別創建好3、4、5把刀具,名稱和參數見下表4-1所示。表3-1 創建刀具參數表刀號子類型圖標名稱類型刀具直徑/mm有效長度/mm1D10平刀10752D4中心鉆4503D24.8麻花鉆24.8504D25鉸刀24755D27平底锪鉆27505)刀具創建如圖3-6所示圖3-64、設置幾何視圖參數1) 單擊【操作導航器】工具欄
15、中的【幾何視圖】圖標,切換操作導航器至幾何視圖。2) 定義加工坐標系:雙擊幾何視圖中的【_】節點,彈出【ill rient】對話框,如圖3-7所示。在該對話框中選擇的【構造器】按鈕,彈出【】對話框,如圖3-8所示。 圖3-7 圖3-83) 設置安全平面:在【ill rient】對話框中的【間隙】復按選框中設置安全設置選項為:【平面】,單擊按鈕,進入【平面構造器】對話框,在繪圖區選擇模板上表面作為參考對象,然后在【偏置】文本框中輸入偏置值為:【20】,如圖3-9所示。單擊【確定】按鈕,即在相對于毛坯的上表面上部距離為20的高度創建一個安全平面,安全平面以高亮小三角顯示。圖3-94)導入毛坯:選擇
16、【文件導入部件】命令,彈出【導入部件】對話框,如圖3-10所示,單擊【確定】按鈕,彈出【導入部件】對話框,選擇第一章中創建的【mobanmaopi.prt】”文件,如圖3-11所示。單擊【】按鈕,彈出【點】對話框,設置坐標相對為XC:【0】;YC:【0】;ZC:【0】;單擊【確定】按鈕。完成毛坯的導入。如圖3-12所示。圖3-10 圖3-11圖3-12 圖 3-135)選擇零件幾何:在幾何視圖中,單擊【_】節點前的【】號,再雙擊【WORKPIECE】節點,彈出【銑削幾何體】對話框,如圖3-13所示。在該對話框中選擇【指定部件】圖標,單擊彈出【部件幾何體】對話框,如圖3-14所示。在繪圖區選擇撥
17、叉模型作為零件幾何,單擊【確定】按鈕,完成零件幾何的選擇,并返回到【銑削幾何體】對話框,單擊【確定】按鈕。 圖3-146) 選擇【指定毛坯】圖標,單擊彈出【部件幾何體】對話框,如圖3-15所示。在繪圖區選擇撥叉模型作為零件幾何,單擊【確定】按鈕,完成零件幾何的選擇,并返回到【銑削幾何體】對話框,單擊【確定】按鈕圖3-154、 創建加工方式1、上平面的加工 1)、單擊【插入】工具條的創建操作按鈕,或在【插入】下拉菜單中單擊【操作】按鈕,進入【創建操作】對話框。在【類型】下拉菜單選項中選擇【mill_contour】,即型腔銑操作類型,在【操作子類型】區域選擇CAVITY_MILL按鈕,在【刀具】
18、下拉選項中選擇【D10】作為加工刀具,在【方法】下拉選項中選擇【MILL_ROUGH】作為加工方法,【幾何體】選擇【WORKPIECE】,其他默認,完成以上操作后,單擊【確定】按鈕,如圖4-1所示。圖4-1 2)、單機隱藏按鈕,選擇毛坯單機確定,如圖4-2所示圖4-2 3)、單機型腔銑對話框中的【指定切削區域】,選擇左側圓環及右側半圓環的上表面,單機確定,如圖4-3所示,方法改為【MILL-FINISH】,切削模式改為【跟隨周邊】,全局每刀深度改為【1】,切削參數的余量為0如圖4-4所示、進給和速度的設置如圖4-5所示圖4-3 圖4-4 圖4-5 單機生成按鈕,生成刀軌如圖4-6所示圖4-6仿
19、真刀具軌跡)在【型腔銑】對話框中,單擊【確認】圖標,彈出【導軌可視化】對話框,選擇【動態】選項卡。)單擊【播放】按鈕,系統會以實體的方式進行切削仿真,通過仿真過程查看刀具軌跡是否正確,仿真結果如圖4-7所示。)仿真完成后,單擊【確定】按鈕,返回到【面銑削區域】對話框。)單擊【確定】按鈕,完成模板左上表面精加工操作的創建。圖4-72、 下平面的加工 1)選擇第一步已做好的操作【CAVITY_MILL】復制粘貼,雙擊復制好的新的操作進入型腔銑對話框,單機指定切削區域后面的按鈕,單機全重選然后選擇部件的兩個下表面如圖4-8所示圖4-8 2)更改刀軸,其操作如圖4-9所示圖4-9單機生成按鈕,生成刀軌
20、如圖4-10所示圖4-10仿真刀具軌跡)在【型腔銑】對話框中,單擊【確認】圖標,彈出【導軌可視化】對話框,選擇【動態】選項卡。)單擊【播放】按鈕,系統會以實體的方式進行切削仿真,通過仿真過程查看刀具軌跡是否正確,仿真結果如圖4-11所示。)仿真完成后,單擊【確定】按鈕,返回到【面銑削區域】對話框。)單擊【確定】按鈕,完成模板左上表面精加工操作的創建。圖4-113、創建25的孔加工操作1、創建中心鉆操作 1)單擊【加工創建】工具欄中的【創建操作】按鈕,彈出【創建操作】對話框。2)如圖4-12所示,在彈出的【創建操作】 對話框中,選擇類型為:【drill】;選擇子類型為:中心鉆;使用幾何體:WOR
21、KPIECE;使用刀具:【D4】;使用方法:【DRILL_METHOD】,單擊【確定】按鈕,彈出如圖4-13所示的【點鉆】對話框。圖4-12圖4-132定位加工孔的位置)在【點鉆】對話框中單擊【指定孔】的圖標,彈出【點到點幾何體】對話框。在【點到點工幾何體】對話框中單擊【選擇】按鈕,然后再彈出的對話框中單擊【類選擇】按鈕,選擇如圖4-14所示的圓,單擊確定圖4-14 2)在彈出的對話框中單擊【選擇結束】,返回【點到幾何體】對話框,點擊【優化】,具體步驟如圖4-15所示。圖4-15 3)在返回的【點鉆】對話框中選擇指定部件表面按鈕,彈出如圖4-16所示的【部件表面】對話框,然后選擇左側圓環的上表
22、面,單機確定圖4-16 4)然后單機進給和速度對話框,彈出進給和速度對話框如圖4-17所示,其參數設置如圖4-17所示,單機確定圖4-16 圖4-177) 單機生成按鈕,生成刀軌如圖4-17所8)仿真刀具軌跡)在【型腔銑】對話框中,單擊【確認】圖標,彈出【導軌可視化】對話框,選擇【動態】選項卡。)單擊【播放】按鈕,系統會以實體的方式進行切削仿真,通過仿真過程查看刀具軌跡是否正確,仿真結果如圖4-18所示。)仿真完成后,單擊【確定】按鈕,返回到【面銑削區域】對話框。)單擊【確定】按鈕,完成模板左上表面精加工操作的創建。圖4-184、創建24.8的麻花鉆擴孔加工操作1)單擊【加工創建】工具欄中的【
23、創建操作】圖標,彈出【創建操作】對話框。2)在彈出的【創建操作】 對話框中,選擇類型為:【drill】;選擇子類型為:鉆;使用幾何體:【WORKPIECE】;使用刀具:D24.8;使用方法:DRILL_METHOD,如圖4-19所示。圖4-19 圖4-203)單擊【確定】按鈕,彈出如圖4-20所示的【鉆】對話框。 4)在【點鉆】對話框中單擊【指定孔】的圖標,彈出【點到點幾何體】對話框。在【點到點工幾何體】對話框中單擊【選擇】按鈕,然后再彈出的對話框中單擊【類選擇】按鈕,選擇如圖4-14所示的圓,單擊確定 5)在返回的【點鉆】對話框中選擇指定部件表面按鈕,彈出如圖4-16所示的【部件表面】對話框
24、,然后選擇左側圓環的上表面,單機確定5) 在返回的點鉆對話框中選擇指定底面按鈕,彈出如圖4-21所示的【底面】對話框,然后選擇左側圓環的底面,單擊確定圖4-21 6)然后單機進給和速度對話框,彈出進給和速度對話框如圖4-22所示,其參數設置如圖4-22所示,單機確定 圖4-22 圖4-23 7)單機生成按鈕,生成刀軌如圖4-23所 8)仿真刀具軌跡9)在【型腔銑】對話框中,單擊【確認】圖標,彈出【導軌可視化】對話框,選擇【動態】選項卡。10)單擊【播放】按鈕,系統會以實體的方式進行切削仿真,通過仿真過程查看刀具軌跡是否正確,仿真結果如圖4-24所示。11)仿真完成后,單擊【確定】按鈕,返回到【
25、面銑削區域】對話框。12)單擊【確定】按鈕,完成撥叉左側孔加工操作的創建。圖4-245、創建25的鉸刀加工操作1)單擊【加工創建】工具欄中的【創建操作】圖標,彈出【創建操作】對話框。2)在彈出的【創建操作】 對話框中,選擇類型為:【drill】;選擇子類型為:鉆;使用幾何體:【WORKPIECE】;使用刀具:D25;使用方法:DRILL_METHOD。如圖4-25所示。圖4-25 圖4-263)單擊【確定】按鈕,彈出如圖4-26所示的【鉸】對話框。 4)在【鉸】對話框中單擊【指定孔】的圖標,彈出【點到點幾何體】對話框,單擊【選擇】按鈕,在彈出的對話框中,單擊【類選擇】按鈕,選擇直徑為25的通孔
26、,如圖4-14所示,單機確定 5)在返回的點鉆對話框中選擇指定部件表面按鈕,彈出如圖4-16所示的【部件表面】對話框,然后選擇左側圓環的上表面,單機確定 5)在返回的點鉆對話框中選擇指定底面按鈕,彈出如圖4-17所示的【底面】對話框,然后選擇左側圓環的底面,單擊確定 6)然后單機進給和速度對話框,彈出進給和速度對話框如圖4-18所示,其參數設置如圖4-18所示,單機確定 圖4-18 圖4-19 7)單機生成按鈕,生成刀軌如圖4-19所 8)仿真刀具軌跡)在【型腔銑】對話框中,單擊【確認】圖標,彈出【導軌可視化】對話框,選擇【動態】選項卡。)單擊【播放】按鈕,系統會以實體的方式進行切削仿真,通過
27、仿真過程查看刀具軌跡是否正確,仿真結果如圖4-20所示。)仿真完成后,單擊【確定】按鈕,返回到【面銑削區域】對話框。)單擊【確定】按鈕,完成撥叉左側圓孔加工操作的創建。圖4-206、創建普通鉆孔锪操作 1)單擊【加工創建】工具欄中的【創建操作】圖標,彈出【創建操作】對話框。 2)在彈出的【創建操作】 對話框中,選擇類型為:【drill】;選擇子類型為:锪錐孔;使用幾何體:【WORKPIECE】;使用刀具:【D27】;使用方法:【DRILL_METHOD】。如圖4-21所示。 3)單擊【確定】按鈕,彈出如圖4-22所示的【鉆埋頭孔】對話框。圖4-21圖4-22 4)在【鉆埋頭孔】對話框中單擊【指
28、定孔】的圖標,在彈出的對話框中單擊【選擇】按鈕,在繪圖區選擇25的簡單通孔,單擊【確定】按鈕,返回到【點到點幾何體】對話框,單擊【確定】按鈕,完成加工孔位置的定義,返回到【鉆埋頭孔】對話框。 5)在返回的點鉆對話框中選擇指定部件表面按鈕,彈出如圖4-16所示的【部件表面】對話框,然后選擇左側圓環的上表面,單機確定 6)在返回的點鉆對話框中選擇指定底面按鈕,彈出如圖4-17所示的【底面】對話框,然后選擇左側圓環的底面,單擊確定 7)【鉆埋頭孔】對話框中,默認循環類型為:【標準鉆埋頭孔】,單擊【編輯參數】圖標,彈出【指定參數組】對話框。 8)在【指定參數組】對話框中,默認循環參數組為:【1】,單擊
29、【確定】按鈕,彈出【cycle參數】對話框。在【cycle參數對話框】中,單擊【sink直徑-2.0000】按鈕,彈出【sink直徑】對話框,在【sink直徑】對話框中,輸入直徑值為:【27】。單擊【確定】按鈕,返回到【ycle參數】對話框。在【cycle參數對話框】中,單擊【入口直徑-.0000】按鈕,彈出【入口直徑】對話框。在【sink直徑】對話框中,輸入直徑值為:【25】,如圖4-23所示,單擊【確定】按鈕,返回到【ycle參數】對話框。 9)單擊【確定】按鈕,完成循環參數的設置,返回到【鉆埋頭孔】對話框。圖4-23 10)在【鉆埋頭孔】對話框,設置最小安全距離為:【10】。 11)在【
30、鉆埋頭孔】對話框中,單擊【進給和速度】按鈕,彈出【進給和速度】對話框。 12)選擇【速度】選項卡,選中【主軸速度】復選框,設置主軸速度為:【500rmp】。 13)選擇【進給】選項卡,設置切削速度為:【200mmpm】,其他參數保持默認值。 14)單擊【確定】按鈕,完成進給率的設置。返回到到【鉆埋頭孔】對話框。 15)在到【鉆埋頭孔】對話框中單擊【生成】圖標,即可生成定位孔加工操作的刀具軌跡,如圖4-24所示。圖4-249仿真刀具軌跡)在【鉆埋頭孔】對話框中,單擊【確認】圖標,彈出【可視化刀軌軌跡】對話框,選擇【2動態】選項卡。)單擊【播放】按鈕,系統會以實體的方式進行切削仿真,通過仿真過程可查看刀具軌跡是否正確,仿真結果可見圖4-25。圖4-25)仿真完成以后,單擊確定按鈕,返回到到【鉆埋頭孔】對話框。)單擊【確定】按鈕,完成倒角加工操作的創建。7、創建普通鉆孔锪操作 1)選擇第一步已做好的操作【COUNTERSINKING
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 線下演出市場復蘇中的藝人個人品牌塑造與傳播報告001
- 探索2025年開放銀行生態構建中的金融科技與金融科技企業可持續發展研究報告
- 新藥研發新方向2025:靶點發現與驗證技術實戰解析
- 2025年天然植物精油護膚品牌市場拓展與品牌合作案例報告001
- 汽車行業供應鏈金融風險防范與優化:2025年風險防范策略案例報告001
- 2025年醫藥行業研發外包(CRO)模式下的質量控制與持續改進報告
- 2025年醫藥行業CRO模式下的臨床試驗數據管理與分析報告
- 城市商業綜合體智能化系統設計與智慧家居評估報告
- 2025年醫藥企業研發外包(CRO)模式藥物研發醫療器械研發與注冊報告
- 2025年體檢行業市場前景展望與服務質量提升策略報告001
- 學校預防性侵教育活動開展情況總結
- 廣州版四年級英語下冊各單元知識點歸納及同步練習
- 廣東省廉江市實驗學校2022-2023學年數學五年級第二學期期末聯考試題含答案
- 湖南三支一扶考試歷年真題
- 心肺運動試驗-PPT-醫學課件
- 2023年小學數學壓軸幾何圖形經典30題匯編
- 農業推廣經營服務相關知識
- 鐵路工程預算定額標準說明
- 滅火和疏散應急預案流程圖
- 2023-2024學年云南省景洪市小學語文四年級期末評估試題
- 強夯施工工藝流程圖
評論
0/150
提交評論