



版權(quán)說(shuō)明:本文檔由用戶(hù)提供并上傳,收益歸屬內(nèi)容提供方,若內(nèi)容存在侵權(quán),請(qǐng)進(jìn)行舉報(bào)或認(rèn)領(lǐng)
文檔簡(jiǎn)介
1、第32卷第6期Vol132No16金屬制品SteelWireProducts2006年12月December2006塑性變形對(duì)球化退火碳化物形態(tài)及分布的影響宋清華王伯健(西安建筑科技大學(xué)710055)摘要研究金屬針布專(zhuān)用合金鋼絲拉拔變形后,球化退火工藝對(duì)碳化物形態(tài)及分布狀態(tài)、火組織的影響。結(jié)果顯示:隨著拉拔量的增加,其球化效果越來(lái)越好,善;較大拉拔塑性變形后鋼絲進(jìn)行球化退火,。關(guān)鍵詞針布鋼絲;球化退火;球狀碳化物中圖分類(lèi)號(hào)TG356.26ononSpheroidizationCarbideigurationandDistributionSongQinghuaWangBojian(XianUni
2、versityofArchitectureandTechnology710055)AbstractToresearchtheeffectsofspheroidizationprocessoncarbideconfigurationanddistributionandtheeffectsofdrawingdeformationmagnitudeonspheroidizationannealingmicrostructureaboutspecialalloysteelwireformetalcardclothingafterdrawingdeformation.Theresultsshowthat
3、thespheroidizationeffectisbetterandbetterwiththeincreasingofdrawingdeformationmagnitude,theuniformityandroundnessofsphericalcarbideareimprovedobviously;theannealingeffectisnotobviousafterlargerdeformationtospheroidizesteelwire,fortheuniformityandroundnesshavebeenstable.Keywordssteelwireformetalcardc
4、lothing;spheroidizationannealing;sphericalcarbide球化退火是使鋼獲得彌散分布在鐵素體基體上的細(xì)粒狀(球狀)碳化物組織的工藝方法,其目的是改善切削性能,減少淬火時(shí)的變形開(kāi)裂傾向性,使鋼1件得到相當(dāng)均勻的最終性能。金屬針布用鋼絲進(jìn)行球化退火,主要是為便于沖齒,并提高針布基部的韌性,避免沖齒后針布感應(yīng)加熱淬火的開(kāi)裂。針布鋼絲球化退火后,要求其中的碳化物球粒度圓整且分布均勻,能夠達(dá)到針布鋼絲球化34級(jí)要求,絕不允許出現(xiàn)過(guò)熱或過(guò)燒及脫碳現(xiàn)象。金屬針布鋼絲專(zhuān)用于制造紡織用道夫針布和錫林針布,因此,鋼絲尺寸直接決定于道夫齒條和錫林齒條的規(guī)格型號(hào)。實(shí)際生產(chǎn)中,需
5、要對(duì)不同拉拔量C0.650.72Mn0.500.80Si0.170.37P的針布鋼絲在沖齒前進(jìn)行球化退火。本文通過(guò)某金屬制品公司主要采用的合金鋼鋼絲進(jìn)行球化退火工藝試驗(yàn),與實(shí)際生產(chǎn)相結(jié)合,找出了鋼絲的最佳球化退火工藝,并得出不同的球化退火溫度對(duì)碳化物球粒度及均勻度的影響。1試驗(yàn)材料及樣品試驗(yàn)所采用材料是該針布生產(chǎn)企業(yè)自主開(kāi)發(fā)的合金鋼,主要成分見(jiàn)表1。分別選取 5.5mm合金鋼盤(pán)條及 3.5,2.15,1.14,1.02mm成品尺寸鋼絲,均采用2種球化退火工藝進(jìn)行了退火。w/%表1試驗(yàn)材料的主要成分SCrV0.100.20Ni0.0080.0080.300.152試驗(yàn)設(shè)備與檢測(cè)儀器球化退火加熱爐
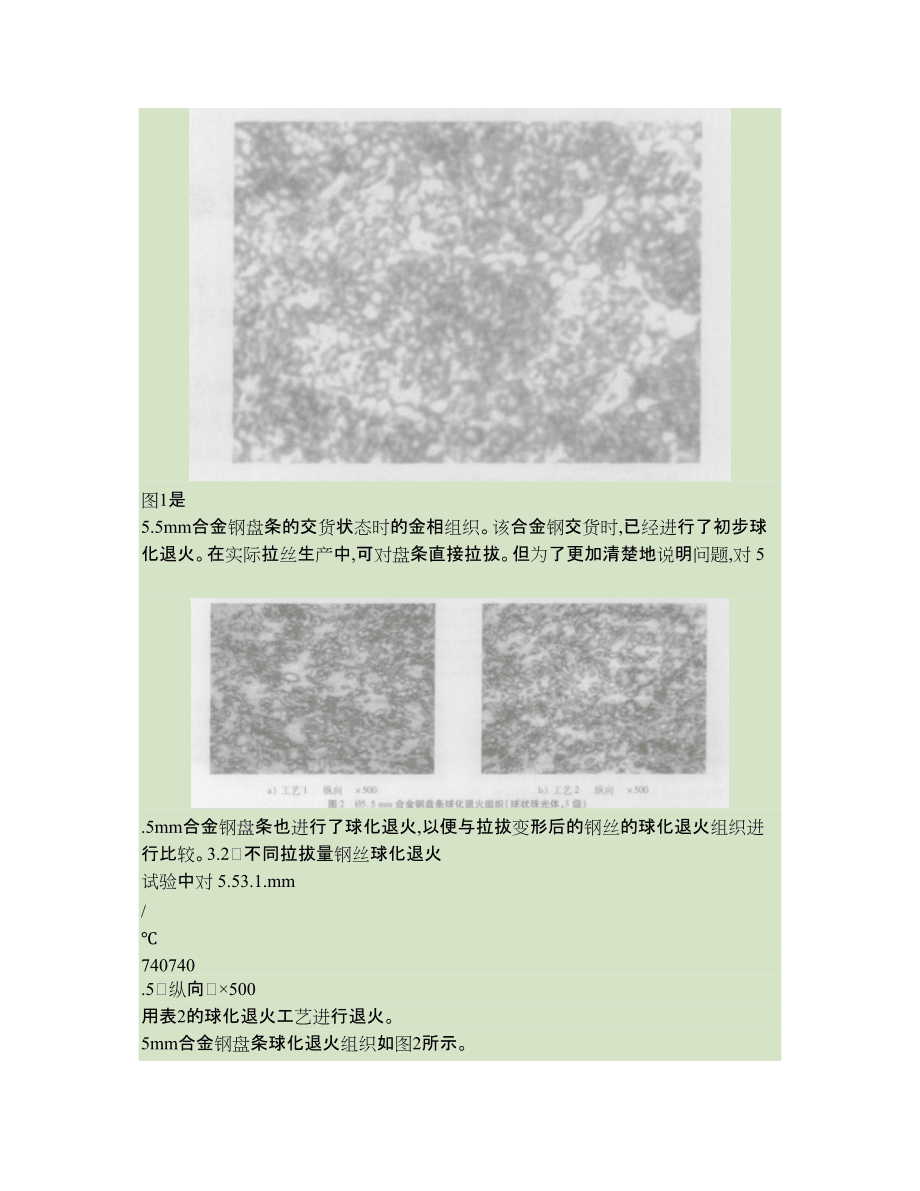
6、采用的是SXF-12-10可編程高溫爐,爐溫誤差為±5,額定功率12kW,額定電壓380V,額定溫度1000,電源頻率50Hz,爐膛尺寸500mm×300mm×200mm。18金屬制品第32卷金相觀測(cè)采用的是日本進(jìn)口的VENSAMET-2金相顯微鏡,最大放大倍數(shù)為1200倍。實(shí)驗(yàn)中金相圖片均放大500倍。3試驗(yàn)結(jié)果及分析3.1盤(pán)條的原始組織圖1是 5.5mm合金鋼盤(pán)條的交貨狀態(tài)時(shí)的金相組織。該合金鋼交貨時(shí),已經(jīng)進(jìn)行了初步球化退火。在實(shí)際拉絲生產(chǎn)中,可對(duì)盤(pán)條直接拉拔。但為了更加清楚地說(shuō)明問(wèn)題,對(duì) 5.5mm合金鋼盤(pán)條也進(jìn)行了球化退火,以便與拉拔變形后的鋼絲的球化退火
7、組織進(jìn)行比較。3.2不同拉拔量鋼絲球化退火試驗(yàn)中對(duì) 5.53.1.mm/740740.5縱向×500用表2的球化退火工藝進(jìn)行退火。5mm合金鋼盤(pán)條球化退火組織如圖2所示。表2合金鋼原始盤(pán)條及成品鋼絲球化退火工藝退火工藝12退火時(shí)間/min30453045保溫溫度/710710保溫時(shí)間/min150180冷卻速度/(h-1)20302030500以下空冷空冷從圖1、圖2看出, 5.5mm合金鋼盤(pán)條在2種球化退火工藝下進(jìn)行退火,其球化效果并不理想,球化級(jí)別最多達(dá)到3級(jí),且球粒狀碳化物的均勻性、圓整度很差,只是比交貨狀態(tài)有了一定改善。未退火的原始盤(pán)條直接拉拔到 3.5mm成品鋼絲,然后取樣
8、進(jìn)行球化退火,其球化效果明顯好于原始盤(pán)條,基本可使球化級(jí)別達(dá)到3.5級(jí)左右,甚至可達(dá)4級(jí)水平,如圖3所示。并且發(fā)現(xiàn),采用工藝2的球化效果明顯好于工藝1。盤(pán)條直接拉拔成 2.15,1.14mm成品鋼絲,經(jīng)球化后其球化級(jí)別基本上可達(dá)到4級(jí),且碳化物球粒漸趨圓整、均勻,比 3.5mm成品鋼絲又有了明顯改善,如圖4、圖5所示。a)工藝1,縱向,球化級(jí)別33.5級(jí)×500第6期宋清華等:塑性變形對(duì)球化退火碳化物形態(tài)及分布的影響19b)工藝2,縱向,球化級(jí)別3.54級(jí)×500b工藝3.54級(jí)×500圖3 3.5mm成品鋼絲球化退火組織51.14mm成品鋼絲球化退火組織,才能保
9、證獲得最佳的球化效果。3.3大變形量成品鋼絲球化退火前后組織由球化退火態(tài)的 2.15mm鋼絲直接拉拔到 1.02mm成品鋼絲,再進(jìn)行球化退火,退火前后組織如圖6所示。退火前后進(jìn)行比較, 1.02mm成品鋼絲球化組織沒(méi)有特別明顯的變化,球狀碳化物分布更加均勻,球粒更加圓整,而球化級(jí)別都為4級(jí)。可以看出,當(dāng)塑性變形量達(dá)到一定程度后,球化退火對(duì)球粒狀碳化物的影響變得不明顯。工藝2,縱向,球化級(jí)別4級(jí)×500圖4 2.15mm成品鋼絲球化退火組織綜上所述,采取相同的球化退火工藝,隨著拉拔量增加,其球化效果越來(lái)越好,球粒狀碳化物的均勻性和圓整度有了明顯改善。對(duì)于 5.5mm盤(pán)條、 3.5mm和
10、 2.15mm成品鋼絲,采用工藝2球化退火的效果明顯好于工藝1,對(duì)于 1.14mm成品鋼絲,采用工藝1退火明顯好于工藝2。因?yàn)槌叽绱蟮匿摻z,球化保溫時(shí)間長(zhǎng),尺寸小的鋼絲保溫時(shí)間要相應(yīng)縮短,否則會(huì)出現(xiàn)過(guò)熱,球狀碳化物會(huì)粘結(jié)到一起,如圖5b所示。因此,隨著拉拔量增加,相應(yīng)的保a)退火前縱向組織×500b)退火后縱向組織×500a)工藝1,縱向,球化級(jí)別4級(jí)×500圖6 1.02mm成品鋼絲球化退火前后組織(球化級(jí)別4級(jí))203.4大變形量成品鋼絲軋制后的組織金屬制品第32卷mm成品鋼絲的金相組織相比,球狀碳化物的球粒1.02mm成品鋼絲軋制后組織如圖7所示。度幾乎沒(méi)有
11、發(fā)生什么明顯變化。可以看出,經(jīng)過(guò)較大塑性變形的鋼絲進(jìn)行球化退火后,再進(jìn)行塑性變形其球狀碳化物的球粒度變化不明顯。4結(jié)論(1)采取相同的球化退火工藝,隨著拉拔量的增加,其球化效果越來(lái)越好,(2)。(其退火效果不明顯,球狀碳化物的均勻性和圓整度已經(jīng)穩(wěn)定;若再繼續(xù)進(jìn)行塑性變形,其球狀碳化物的球粒度變化不明顯。實(shí)際生產(chǎn)中可根據(jù)實(shí)際情況合理安排球化退火工藝,對(duì)于已經(jīng)進(jìn)行較大塑性變形且球化效果已達(dá)到規(guī)定要求的鋼絲或坯條,可以不再進(jìn)行球化退火處理。參考文獻(xiàn)1崔忠圻.金屬學(xué)與熱處理M.北京:機(jī)械工業(yè)出版a)壓下方向組織社,2000:291-292.(收稿日期:2006-08-15)作者簡(jiǎn)介b)軋制方向組織×500宋清華1980年10月生,西安建筑科技大學(xué)冶金工程學(xué)院碩士研究生,中國(guó)機(jī)械工程學(xué)會(huì)會(huì)員。王伯健1963年2月生,博士,西安建筑科技大學(xué)冶金工程學(xué)院副教授,材料加工研究所所長(zhǎng)。圖7 1.02mm成品鋼絲軋制后組織(球化級(jí)別4級(jí)) 1.02mm成品鋼絲經(jīng)3道次連軋制成齒條坯條,軋制變形量(壓下量)為51%。與軋制前 1.02廣告招聘啟示東莞市科力鋼鐵線材有限公司主要生產(chǎn)中、低碳五金鋼絲、冷鐓鋼絲及異型鋼絲,現(xiàn)招聘技術(shù)工程師。基本要求:男,2840歲,本科學(xué)歷,壓力加工、機(jī)械或相關(guān)專(zhuān)業(yè)畢業(yè)。有從事鋼絲生產(chǎn)5年以上工作經(jīng)驗(yàn)、熟悉
溫馨提示
- 1. 本站所有資源如無(wú)特殊說(shuō)明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請(qǐng)下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請(qǐng)聯(lián)系上傳者。文件的所有權(quán)益歸上傳用戶(hù)所有。
- 3. 本站RAR壓縮包中若帶圖紙,網(wǎng)頁(yè)內(nèi)容里面會(huì)有圖紙預(yù)覽,若沒(méi)有圖紙預(yù)覽就沒(méi)有圖紙。
- 4. 未經(jīng)權(quán)益所有人同意不得將文件中的內(nèi)容挪作商業(yè)或盈利用途。
- 5. 人人文庫(kù)網(wǎng)僅提供信息存儲(chǔ)空間,僅對(duì)用戶(hù)上傳內(nèi)容的表現(xiàn)方式做保護(hù)處理,對(duì)用戶(hù)上傳分享的文檔內(nèi)容本身不做任何修改或編輯,并不能對(duì)任何下載內(nèi)容負(fù)責(zé)。
- 6. 下載文件中如有侵權(quán)或不適當(dāng)內(nèi)容,請(qǐng)與我們聯(lián)系,我們立即糾正。
- 7. 本站不保證下載資源的準(zhǔn)確性、安全性和完整性, 同時(shí)也不承擔(dān)用戶(hù)因使用這些下載資源對(duì)自己和他人造成任何形式的傷害或損失。
最新文檔
- 交通運(yùn)輸線路現(xiàn)場(chǎng)調(diào)研與評(píng)估合同
- 【課件】+相反數(shù)+課件+人教版數(shù)學(xué)七年級(jí)上冊(cè)+
- 年產(chǎn)塑料制品100萬(wàn)件環(huán)境影響評(píng)價(jià)報(bào)告
- 崗位作業(yè)標(biāo)準(zhǔn)管理制度
- 醫(yī)療廢物管理管理制度
- 基層公章使用管理制度
- 公開(kāi)招租現(xiàn)場(chǎng)管理制度
- 公司越級(jí)匯報(bào)管理制度
- 醫(yī)院藥品入賬管理制度
- 深圳2025年深圳市住房公積金管理中心員額人員招聘8人筆試歷年參考題庫(kù)附帶答案詳解
- 2025CSCOCSCO宮頸癌的診療指南更新
- 委托投資協(xié)議范本
- 供配電技術(shù) 課件 項(xiàng)目7、8 供配電系統(tǒng)的保護(hù)、電氣設(shè)備的防雷和接地
- 廠房物業(yè)托管協(xié)議書(shū)
- 2022聯(lián)合國(guó)電子政務(wù)調(diào)查報(bào)告(中文版)
- 特種設(shè)備重大事故隱患判定準(zhǔn)則
- 《胸腔積液護(hù)理》課件
- 2024年江西省高考政治試卷真題(含答案)
- 《史記》上冊(cè)注音版
- 天津市新版就業(yè)、勞動(dòng)合同登記名冊(cè)
評(píng)論
0/150
提交評(píng)論