


版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
1、1人類的智慧是無限的。人類的智慧是無限的。 張富士張富士夫夫 豐田汽車社長豐田汽車社長 (2019年年-2019年)年)TPS 4改善改善2目錄目錄4 改善建立在尊重人的基礎上改善建立在尊重人的基礎上4 為什么只有豐田能夠獨占鰲頭為什么只有豐田能夠獨占鰲頭4 通過通過“可視化可視化”共享信息共享信息4 通過通過“目視化管理目視化管理”共同認識作業共同認識作業4 目視管理的具體事例目視管理的具體事例4 光靠知識不行,還需要智慧光靠知識不行,還需要智慧4 雖然明白不合格產品是一種浪費,但是卻不能改善的原因雖然明白不合格產品是一種浪費,但是卻不能改善的原因4 探討解決問題的常規做法探討解決問題的常規
2、做法4 根據現場主義實施改善根據現場主義實施改善4 認清不合格產品的真正面目認清不合格產品的真正面目4 紫暗現場查找不合格產品產生原因的方法紫暗現場查找不合格產品產生原因的方法4 排除檢查的浪費排除檢查的浪費4 錯誤產生的原因和防止錯誤的對策錯誤產生的原因和防止錯誤的對策4 防止錯誤的防止錯誤的3種方法種方法4 處理異常停止的對策處理異常停止的對策4 如何明白浪費如何明白浪費4 寫給不能發現改善主題的人寫給不能發現改善主題的人3 改善建立在尊重人的基礎上改善建立在尊重人的基礎上4所謂改善就是指動腦筋想辦法,改變傳統的做法,發現浪費,提高生產率所謂改善就是指動腦筋想辦法,改變傳統的做法,發現浪費
3、,提高生產率和降低成本等一系列活動。和降低成本等一系列活動。4豐田最優秀的地方就是五十多年來,全公司上下都很重視人的培養,讓員豐田最優秀的地方就是五十多年來,全公司上下都很重視人的培養,讓員工養成熱衷于思考問題、解決問題的習慣,并且作為組織,建立起了能夠將這些工養成熱衷于思考問題、解決問題的習慣,并且作為組織,建立起了能夠將這些想法都活用到工作中的體質。想法都活用到工作中的體質。4就像通過鍛煉身體,肌肉就會發達一樣,對頭腦進行訓練,智慧就會增長。就像通過鍛煉身體,肌肉就會發達一樣,對頭腦進行訓練,智慧就會增長。4張富士夫(張富士夫(2019年年-2019年年 豐田汽車社長)說:豐田汽車社長)說
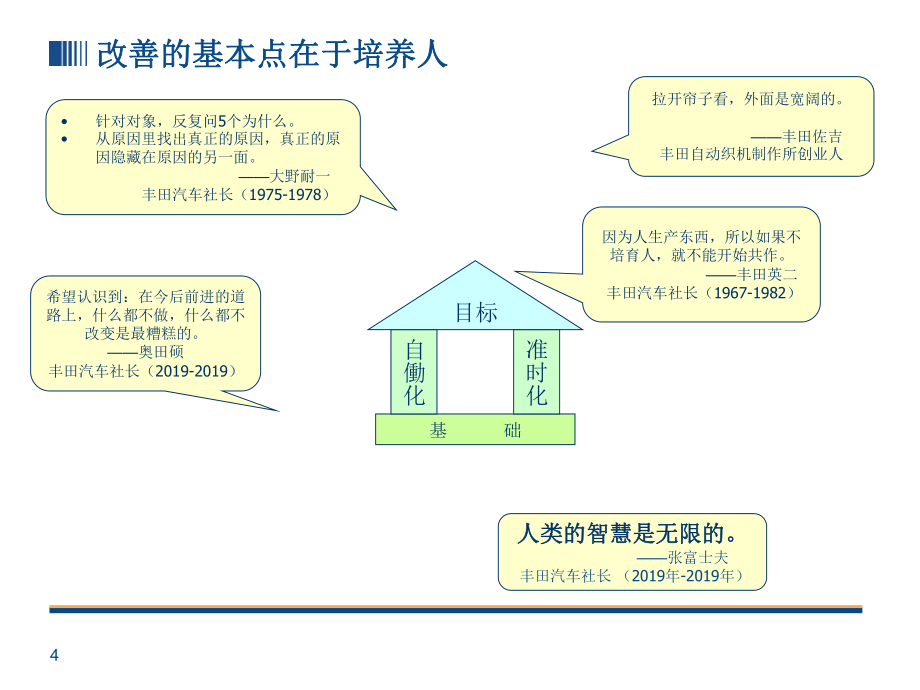
4、:“我認為我認為培育人培育人的關的關鍵就是價值觀的傳承,即向后輩傳達看問題的方法,在現場和看見現場時讓后輩鍵就是價值觀的傳承,即向后輩傳達看問題的方法,在現場和看見現場時讓后輩理解這是好的,這是重要的。我還認為坦率地去看問題、理解問題,關系到個人理解這是好的,這是重要的。我還認為坦率地去看問題、理解問題,關系到個人的成長。的成長。”4豐田生產方式的兩大支柱(準時化和自働化)就是在培養人之后才能實施豐田生產方式的兩大支柱(準時化和自働化)就是在培養人之后才能實施的。的。4改善的基本點在于培養人改善的基本點在于培養人人類的智慧是無限的。人類的智慧是無限的。 張富士夫 豐田汽車社長 (2019年-2
5、019年)基 礎自働化準時化目標希望認識到:在今后前進的道路上,什么都不做,什么都不改變是最糟糕的。奧田碩豐田汽車社長(2019-2019)針對對象,反復問5個為什么。從原因里找出真正的原因,真正的原因隱藏在原因的另一面。 大野耐一 豐田汽車社長(1975-1978)拉開簾子看,外面是寬闊的。 豐田佐吉豐田自動織機制作所創業人因為人生產東西,所以如果不培育人,就不能開始共作。 豐田英二 豐田汽車社長(1967-1982)5為什么只有豐田能夠獨占鰲頭為什么只有豐田能夠獨占鰲頭4豐田一直堅持對人的教育訓練,豐田一直堅持對人的教育訓練,“培育人培育人”的環境很卓越的環境很卓越4由新鄉重夫所寫的由新鄉
6、重夫所寫的生產技術講習生產技術講習(長期進行現場分析研究而學到的東(長期進行現場分析研究而學到的東西)從西)從1955年起開始被實施,到年起開始被實施,到1980年年7月,已經被實施了月,已經被實施了78次,其間接收了約次,其間接收了約3000名學員。名學員。4現在,從領導階層到普通職員,甚至于派遣職員、期間從業人員和臨時工,現在,從領導階層到普通職員,甚至于派遣職員、期間從業人員和臨時工,都對其進行有關改善的教育訓練。教育訓練的內容為適應時代的激變形式而不斷都對其進行有關改善的教育訓練。教育訓練的內容為適應時代的激變形式而不斷被改進。被改進。4技能不只是指作業的熟練程度,而是要使員工擁有問題
7、意識,不斷改善工技能不只是指作業的熟練程度,而是要使員工擁有問題意識,不斷改善工序的作業,接受教育訓練,養成解決問題的能力。同時還融入了關于培養部下的序的作業,接受教育訓練,養成解決問題的能力。同時還融入了關于培養部下的能力、團隊合作的能力等內容。能力、團隊合作的能力等內容。4無論自動化和人工智能化多么發達,豐田都認為只有人才能做好。無論自動化和人工智能化多么發達,豐田都認為只有人才能做好。6技能工教育的觀點技能工教育的觀點4所謂技能工教育所謂技能工教育 實際作業能力(作業熟練實際作業能力(作業熟練程度等)程度等) 改善工序作業等解決問題改善工序作業等解決問題的能力的能力 培育部下的能力培育部
8、下的能力 團隊合作的能力團隊合作的能力徹底貫徹無論自動化多么先徹底貫徹無論自動化多么先進,技能工也是依靠其技能進,技能工也是依靠其技能而生存這一觀點。而生存這一觀點。4所謂解決問題的能力(印刷公司事例)所謂解決問題的能力(印刷公司事例)發生問題(在印刷時混入異物)發生問題(在印刷時混入異物)處理方處理方法法作業人員的技能作業人員的技能盡可能地活用全部經驗,迅速恢復盡可能地活用全部經驗,迅速恢復到可以印刷的狀態。到可以印刷的狀態。處理混入異物的產品(包含處理混入異物的產品(包含檢查在發現有異物混入以前檢查在發現有異物混入以前的印刷產品。)的印刷產品。)對印刷機的周圍和人的服裝對印刷機的周圍和人的
9、服裝進行進行3S管理。管理。研究制造條件,如油墨等,研究制造條件,如油墨等,使印刷恢復正常。使印刷恢復正常。應急處應急處理,通理,通過微調過微調整使印整使印刷恢復刷恢復正常。正常。印刷技術印刷技術發現不合格發現不合格產品的原因產品的原因清楚不合格清楚不合格產品的能力產品的能力迅速恢復印迅速恢復印刷的能力,刷的能力,找出混入異找出混入異物的原因,物的原因,進行改善進行改善不僅要依靠經驗,還要通過不僅要依靠經驗,還要通過放大鏡等分析產品中到底混放大鏡等分析產品中到底混入了什么異物。入了什么異物。通過放大鏡還不能明確什么通過放大鏡還不能明確什么異物時,用分析儀器去分析異物時,用分析儀器去分析現物(混
10、入異物的產品)。現物(混入異物的產品)。找出混找出混入異物入異物的原因,的原因,根據原根據原因進行因進行處理。處理。解決問題的解決問題的能力能力改善能力改善能力作業標準化作業標準化能力能力73. 通過通過“可視化可視化”共享信息共享信息4一眼就能明白工作進展到哪,現在正在做什么,下一步應該做什么,一眼就能明白工作進展到哪,現在正在做什么,下一步應該做什么,這就是這就是“可視化可視化”,其代表性的東西就是,其代表性的東西就是“日程計劃表日程計劃表”。4在豐田,堅持在豐田,堅持“可視化可視化”的觀點,運用的觀點,運用“看板看板”傳達生產信息的傳傳達生產信息的傳達方式是很有名的。另外,豐田還創造出了
11、能夠清楚指示個人能力的達方式是很有名的。另外,豐田還創造出了能夠清楚指示個人能力的“星形表星形表”,能夠通知在生產過程中發生了什么異常的,能夠通知在生產過程中發生了什么異常的“指示燈指示燈”。4“可視化可視化”與與“視覺管理視覺管理”同義,可以實現信息的共享,所以組織同義,可以實現信息的共享,所以組織活動容易展開,而且關系到生產效率和職場的道德水平的提高,有利于活動容易展開,而且關系到生產效率和職場的道德水平的提高,有利于排除浪費。排除浪費。8產品發貨狀態表產品發貨狀態表94. 通過通過“目視化管理目視化管理”共同認識作業共同認識作業4豐田在各種作業中都運用到了豐田在各種作業中都運用到了“目視
12、化管理目視化管理”。如果用眼睛看一下,。如果用眼睛看一下,誰都容易明白,就可以形成共同的認識,這樣作業中的浪費和錯誤就可誰都容易明白,就可以形成共同的認識,這樣作業中的浪費和錯誤就可以被消除。以被消除。4一旦發生問題,立刻趕往現場,觀察發生了問題的東西,仔細檢查一旦發生問題,立刻趕往現場,觀察發生了問題的東西,仔細檢查問題發生狀況,這樣問題發生狀況,這樣“三現主義三現主義”就植根了。這是把從古到今一直被流就植根了。這是把從古到今一直被流傳的傳的“百聞不如一見百聞不如一見”在實踐中作為企業的體質而建立起來的思想。在實踐中作為企業的體質而建立起來的思想。4停止生產線可以說是容易發現問題的方法。但是
13、如果不明確目的,停止生產線可以說是容易發現問題的方法。但是如果不明確目的,引進了不符合企業體制的東西,反而會發生混亂,這一點必須注意。引進了不符合企業體制的東西,反而會發生混亂,這一點必須注意。10目視管理(目視管理(1)No.項目項目具體事例和說明具體事例和說明1現場主義(三現主義)現場主義(三現主義)現場、現物、現實現場、現物、現實2看板內容的不一致看板內容的不一致管理作業進展狀況,活用適當的看板管理作業進展狀況,活用適當的看板3異常警報裝置異常警報裝置指示燈、報警器、警報燈指示燈、報警器、警報燈45S放置場所管理、通道的區劃線、危險標志、符合夾具工具形狀,有利于養成用放置場所管理、通道的
14、區劃線、危險標志、符合夾具工具形狀,有利于養成用眼觀察的意識眼觀察的意識5進展狀況進展狀況確認看現場的什么東西就能明白生產緊張狀況,各道工序的看板和現貨量,確認看現場的什么東西就能明白生產緊張狀況,各道工序的看板和現貨量,存貨狀況,生產管理牌,日程計劃表存貨狀況,生產管理牌,日程計劃表6生產管理牌生產管理牌生產進展狀況,生產計劃和生產實績及其差異,產品品種,處理特殊緊急產品、生產進展狀況,生產計劃和生產實績及其差異,產品品種,處理特殊緊急產品、額外產品的對策,機械設備的運轉情況額外產品的對策,機械設備的運轉情況7生產指標生產指標生產量、產品合格率、生產率、工作率、可運轉率、更換作業程序的時間、
15、不生產量、產品合格率、生產率、工作率、可運轉率、更換作業程序的時間、不合格率、合格品率、不合格產品件數、返修不合格率、異常停止合格率、合格品率、不合格產品件數、返修不合格率、異常停止8問題點及其解決對策、改問題點及其解決對策、改善狀況善狀況改善提案報告書(問題點、現狀分析、原因、改善方案),有利于現場人對問改善提案報告書(問題點、現狀分析、原因、改善方案),有利于現場人對問題點的關心度,提高解決問題的意識題點的關心度,提高解決問題的意識9標準作業的遲滯標準作業的遲滯不能按照標準作業開展作業時,在皮帶傳送機上劃線的間隔內不會產出產品時不能按照標準作業開展作業時,在皮帶傳送機上劃線的間隔內不會產出
16、產品時10發生異常時的設備和生產發生異常時的設備和生產線的自動停止線的自動停止預防錯誤、感應器、超過周期時間時的生產線自動停止、定位停止。預防錯誤、感應器、超過周期時間時的生產線自動停止、定位停止。11識別產品識別產品檢查前、檢查過程中,合格產品、不合格產品(紅色盒子)檢查前、檢查過程中,合格產品、不合格產品(紅色盒子)12吸收不一致吸收不一致指定席、自由席指定席、自由席115. 目視管理的具體事例目視管理的具體事例4“目視管理目視管理”是指迅速把握在生產過程中發生的問題,誰都能輕而易舉地改是指迅速把握在生產過程中發生的問題,誰都能輕而易舉地改善管理。善管理。4 生產管理牌生產管理牌4用眼睛看
17、一下就能明白生產狀況相對于計劃是提前了還是滯后了。用計劃生產數量及其與用眼睛看一下就能明白生產狀況相對于計劃是提前了還是滯后了。用計劃生產數量及其與生產實際的差等來表示。生產實際的差等來表示。4指示燈指示燈4讓管理監督人員能夠明白在生產過程中發生了什么樣的異常,包括警報指示燈、異常指示讓管理監督人員能夠明白在生產過程中發生了什么樣的異常,包括警報指示燈、異常指示燈、運轉指示燈燈、運轉指示燈4定位停止方式和即時停止方式定位停止方式和即時停止方式4定位停止方式是指作業人員感覺到異常時馬上聯系相關人員,總是讓生產線在相同的位置定位停止方式是指作業人員感覺到異常時馬上聯系相關人員,總是讓生產線在相同的
18、位置停止。停止。4即時停止方式是指原則上盡可能地不停止生產線,但是一旦發生問題,生產線就立刻停止。即時停止方式是指原則上盡可能地不停止生產線,但是一旦發生問題,生產線就立刻停止。4指定席和自由席指定席和自由席4指定席是指在懸掛牌上涂上印記,把產品放入懸掛牌所指定的地方的方法。指定席是指在懸掛牌上涂上印記,把產品放入懸掛牌所指定的地方的方法。自由席是指在生產中產生不一致的產品時,為了吸收不一致的產品,可以放上某樣東西。自由席是指在生產中產生不一致的產品時,為了吸收不一致的產品,可以放上某樣東西。12目視管理(目視管理(2)指示燈指示燈沒有聲音:正在運行中(正常),綠燈亮有音樂:發生異常(缺少零件
19、、產生不合格產品等)時,作業人員按警報按鈕,該工序的黃色燈亮。蜂鳴器:生產線一停止,紅燈就亮。(有的與音樂一起并用)指示燈可以明確異常原因(缺少零件、產生不合格產品、異常停止、正在更換作業程序等)。13目視管理(目視管理(2)定位停止方式定位停止方式生產線流程物品指示燈綠色黃色綠色黃色紅色固定位置發生異常 黃色按警報按鈕解決異常原因按解除按鈕異常原因沒有解決在固定位置停止紅色綠色146. 光靠知識不行,還需要智慧光靠知識不行,還需要智慧4所謂所謂“知識知識”是指知道的某個范圍內事物的內容,可以通過在學校的學習和看書掌握。是指知道的某個范圍內事物的內容,可以通過在學校的學習和看書掌握。所謂所謂“
20、智慧智慧”是指能夠很好地明白事物的道理,巧妙地、恰到好處地判斷、處理事物的能是指能夠很好地明白事物的道理,巧妙地、恰到好處地判斷、處理事物的能力,使通過經驗和思考積累起來的。力,使通過經驗和思考積累起來的。4豐田認為:單靠知識是不行的,只有添加進智慧,企業才具備在競爭中取勝的能力。豐田認為:單靠知識是不行的,只有添加進智慧,企業才具備在競爭中取勝的能力。4與此相同的想法,在實踐經營學中有與此相同的想法,在實踐經營學中有“KAE原則原則”。 K就是知識,就是知識,Knowledge A就是能力,就是能力,Ability E就是經驗,就是經驗,Experience 與只有知識和經驗中某一方面的情況
21、相比較,把知識和經驗結合在一起的時候會更加有效地發揮時間能與只有知識和經驗中某一方面的情況相比較,把知識和經驗結合在一起的時候會更加有效地發揮時間能力。力。4大野耐一對智慧的言論:大野耐一對智慧的言論:“改善是智慧的結晶改善是智慧的結晶”、“越是困難就越能產生智慧越是困難就越能產生智慧”、“只有具有比其他公司或同業者不同的智慧才能在競爭中取勝只有具有比其他公司或同業者不同的智慧才能在競爭中取勝”4在豐田,徹底推行獲取知識的教育訓練,并且為了更有效地利用知識,通過各種改善在豐田,徹底推行獲取知識的教育訓練,并且為了更有效地利用知識,通過各種改善活動,建立起了能夠最大限度地發揮智慧的體制。就像段莉
22、身體肌肉就會發達一樣,如果活動,建立起了能夠最大限度地發揮智慧的體制。就像段莉身體肌肉就會發達一樣,如果養成了思考問題的習慣,智慧就會不斷成長。養成了思考問題的習慣,智慧就會不斷成長。15不僅需要不僅需要“知識知識”,還需要,還需要“智慧智慧”4實踐經營學的實踐經營學的KAE原則原則K:知識(:知識(Knowledge)+ E:經驗(:經驗(Experience)= A:能力(:能力(Ability)4改善是智慧的結晶改善是智慧的結晶能力是像加法一樣的東西能力是像加法一樣的東西通過金錢等手段很容易到手,但是會成為抑制智慧(創意)的因素。知識能力經驗知識能力智慧學校、書本、學校、書本、影像、培訓
23、等影像、培訓等越是困難就越能產生智慧;經驗有時會抑制智慧的發揮,成為智慧的障礙因素。通過生產線的停止等暴露問題,在困難的狀態下產生指揮;通過改善等產生別人不能模仿的高實踐能力。人類本身所具有的人類本身所具有的創意,通過經驗和創意,通過經驗和知識會進一步成長知識會進一步成長在企業競爭中在企業競爭中取勝的能力取勝的能力167. 雖然明白不合格產品是一種浪費,但是卻不能改善的原因雖然明白不合格產品是一種浪費,但是卻不能改善的原因4雖說會產生不合格產品(不良品),但是有時候不明白其原因與雖說會產生不合格產品(不良品),但是有時候不明白其原因與4M(人、(人、機、物、法)機、物、法)+ 1E(環)中的何
24、種要素有關。(環)中的何種要素有關。4即使明白了,人也會犯錯誤。因為企業體質的不同,人對于不合格產品的即使明白了,人也會犯錯誤。因為企業體質的不同,人對于不合格產品的認識有很大的差別。認識有很大的差別。4在幾十年來一直進行認真改善的企業,和沒有進行認真改善的企業相比,在幾十年來一直進行認真改善的企業,和沒有進行認真改善的企業相比,不合格產品的內容和產生的頻率都是不同的。不合格產品的內容和產生的頻率都是不同的。 前者一旦產生問題,立即停止生產線,找出問題發生的原因,這是一種正確的思考方式。前者一旦產生問題,立即停止生產線,找出問題發生的原因,這是一種正確的思考方式。 后者即使坐同樣的事情,可能要
25、花好幾倍的時間才能夠做到實際改善并取得相應的成果。后者即使坐同樣的事情,可能要花好幾倍的時間才能夠做到實際改善并取得相應的成果。即使去了現場,也未必能夠發現細微缺陷和慢性不良情況產生的原因。即使去了現場,也未必能夠發現細微缺陷和慢性不良情況產生的原因。4如果想消除生產不合格產品而形成的浪費,就需要從平時開始持續進行改如果想消除生產不合格產品而形成的浪費,就需要從平時開始持續進行改善活動,并且,可以讓這些活動與善活動,并且,可以讓這些活動與ISO9001等質量管理體系融合在一起。等質量管理體系融合在一起。17要做到不合格產品為零,需要持續實施改善活動要做到不合格產品為零,需要持續實施改善活動想辦
26、法對不合格品進行檢查預計會產生不合格產品的生產計劃會使管理意識疏忽。人類生來就會犯錯誤,所以要想辦法安裝防止錯誤的裝置。在解決問題時有一定的規則。提示相關圖表,加強問題意識。把不合格品放入紅色的箱子內,徹底進行識別。改善(小組活動、建議、提案等)和體系(ISO9001等)的融合 作為手段 反復問為什么 通過現場觀察法消滅不合格品。但是,如果不培養看問題、思考問題的方法,很多情況下都不能把握住問題產生的原因。 當場查明原因正在發生問題時,查明原因。 人或機器停止生產線 感應發現不合格產品。購買商的對策是活用ISO9001等評價所購買的產品。生產計劃生產計劃購買購買生產線生產線188. 探討解決問
27、題的常規做法探討解決問題的常規做法4豐田解決問題的根本思想就是三現主義(也叫現場主義),以此思想為基豐田解決問題的根本思想就是三現主義(也叫現場主義),以此思想為基礎,經過長年累月的發展,建立起了問題無限少的工程系統。礎,經過長年累月的發展,建立起了問題無限少的工程系統。4對于沒有建立那樣的職場體質的企業,雖說對于沒有建立那樣的職場體質的企業,雖說“一旦發生問題,就請停止生一旦發生問題,就請停止生產線,迅速地趕往問題發生的現場進行改善活動產線,迅速地趕往問題發生的現場進行改善活動”,但是很多時候容易產生混亂。,但是很多時候容易產生混亂。4必須堅持不懈地進行培訓教育,直到作業人員能夠活用以三現主
28、義為中心必須堅持不懈地進行培訓教育,直到作業人員能夠活用以三現主義為中心的解決問題的步驟。的解決問題的步驟。4解決問題的步驟解決問題的步驟 問題作為現象,會出現在現場和現物上。問題作為現象,會出現在現場和現物上。 把握現象,按照查明原因把握現象,按照查明原因對策對策處理處理效果的步驟解決問題。效果的步驟解決問題。 對于有效的成果,不能使其恢復到原樣,必須考慮維持改善效果的辦法。對于有效的成果,不能使其恢復到原樣,必須考慮維持改善效果的辦法。 對于無效的方法,要按照處理對于無效的方法,要按照處理對策對策查明原因的順序,倒過來一個一個地研究。查明原因的順序,倒過來一個一個地研究。迅速地實施所有的步
29、驟是非常重要的。迅速地實施所有的步驟是非常重要的。19解決問題的步驟解決問題的步驟徹底調查現狀(現狀分析,現場主義的QC,活用QC7種工具)整理問題的效率化(定義不合格品,數值化)重點管理(ABC分析,帕拉圖分析)把握現實狀況在現場迅速采取行動把握引發問題的不均衡狀況問題的具體調查(4M+1E,3MU超負荷的人員或設備、浪費、不均衡)(5W、5W1H)活用簡單的手法(用QC7種工具、IE手法)(用IT系統)查明原因活用經驗、判斷力和智慧集體創造性思考(5W1H)改善方案構思步驟(追求目的、選擇和排除、優化)根據現實上能實現的東西制訂方案(4M+1E,5S)制訂對策、方案實施事項、目標日期、實施
30、負責人公布不合格品對策實施計劃表測試事前準備實施立即實施對策除了達到改善目標外,還有相乘效果結果誰都能明白(做成圖表)結果用金額表示注意比較結果(絕對比較、相對比較)伴隨著結果產生的需要引起的注意點(安全方面、經濟方面、人類工程學方面)如果沒有效果,迅速反饋結果、效果維持實施有效的成果監督人員、作業人員可以準確無誤地操作的系統(標準化、預防錯誤)維持設定問題減少目標可以在現狀分析、查明原因的階段進行修正原因不明時間上有空余堅持不懈地反復這些步驟沒有對策時間上沒有空余 整理事情經過擁有強烈的問題意識實施不順利堅持不懈地反復實施,直到出現結果把握現實狀況產生效果時整理結果制訂對策查明原因發生問題沒
31、有產生效果時反饋現象查明原因對策處理效果維持迅速地迅速地迅速地迅速地209. 根據現場主義實施改善根據現場主義實施改善4豐田是在豐田是在“三現主義三現主義” “現場現場”、“現物現物”、“現實現實”的基礎上推進改的基礎上推進改善的,我們把善的,我們把“三現主義三現主義”又稱為現場主義。又稱為現場主義。4為了解決時刻變化著的、在制造產品的最前線發生的問題,最好現場迅速為了解決時刻變化著的、在制造產品的最前線發生的問題,最好現場迅速采取行動。就好比小偷和扒手都是在現場被逮到的一樣。采取行動。就好比小偷和扒手都是在現場被逮到的一樣。4大野耐一說過:大野耐一說過:“與其在副社長室里冥思苦想,倒不如到生
32、產現場的各個與其在副社長室里冥思苦想,倒不如到生產現場的各個角落,直接獲得第一手的生產信息和感受直接的刺激。那里充滿了隨時進入生產角落,直接獲得第一手的生產信息和感受直接的刺激。那里充滿了隨時進入生產現場的條件。現場的條件。”4在發生問題時,我們說:在發生問題時,我們說:“去現場看看后回來將現狀告訴我去現場看看后回來將現狀告訴我”,結果,相,結果,相關人員去往現場不到關人員去往現場不到10分鐘就回來了。這只是走了一下過場而已。分鐘就回來了。這只是走了一下過場而已。4現場主義是理論性的東西,要使其能夠直接與結果掛鉤,還必須學習一些現場主義是理論性的東西,要使其能夠直接與結果掛鉤,還必須學習一些常
33、規做法。常規做法。21現場主義現場主義一切都從這里開始的“三現主義”到現場去觀察現物了解現實信息只能傳達事實的部分內容。而且,有時候事實會被添枝加葉。將所有的資料都數值化是很困難的。信息往往會將事實夸大,意味著有添枝加葉的成分。這里所把握的是現場主義的不合格產品對策。事實(真實)信息資料22MBWA(Management by Walking Around)經營法)經營法關鍵點關鍵點 在美國備受關注的經營手法。這是一種走動式管理(Management by Walking Around),經營者到現場走動,了解最前線的真實情況,作為經營的參考。有人認為,這種經營管理方式,是受到了日本的現場主義
34、的影響而產生的。2310. 認清不合格產品的真實面目認清不合格產品的真實面目4不合格產品原本是指什么樣的東西呢?簡單地說,不合格不合格產品原本是指什么樣的東西呢?簡單地說,不合格產品就是產品就是“不符合規格的產品不符合規格的產品”。4要減少不合格產品,就要減少產品品質的不均衡狀況,把要減少不合格產品,就要減少產品品質的不均衡狀況,把產品質量控制在規格范圍內即可。產品質量控制在規格范圍內即可。24不合格產品和不均衡的關系不合格產品和不均衡的關系4規格和不均衡的關系規格和不均衡的關系規格I規格IIAB規格規格I的場合:的場合:A全部是合格品,全部是合格品,B中紅色部分是不合格品中紅色部分是不合格品
35、規格規格II的場合:的場合:A和和B全部是合格品,全部是合格品,25不合格產品和不均衡的關系不合格產品和不均衡的關系ABII 不均衡度大I 不均衡度小規格(合格)(不合格)上限下限容易顏色淡顏色濃規格顏色濃顏色淡困難不均衡度小容易將其控制到規格范圍內不叫不合格產品不均衡度大很難將其控制到規格范圍內不能控制在規格范圍內的地方就是不合格產品不合格產品就是不符合規格的產品,那就是不均衡不合格產品就是不符合規格的產品,那就是不均衡2611. 在現場查找不合格產品產生原因的方法在現場查找不合格產品產生原因的方法4我們都知道了我們都知道了“不合格產品就是指產品參差不齊不合格產品就是指產品參差不齊”,即產,
36、即產品質量不均衡、不一致。品質量不均衡、不一致。4入口(入口(input):):4M+1E4出口(出口(output):產品):產品4“出口處的產品質量不一致出口處的產品質量不一致”是因為生產產品的入口處的是因為生產產品的入口處的“4M+1E”不一致所致。不一致所致。4入口處是原因,出口處是結果,所以把查找這兩者之間的入口處是原因,出口處是結果,所以把查找這兩者之間的關系叫做關系叫做“查找因果關系查找因果關系”。27產生不合格產品的因果關系和對于產品質量不一致的思考產生不合格產品的因果關系和對于產品質量不一致的思考合格產品不合格產品不合格產品上限下限規格所謂不合格是因為4M+1E有不一致的地方
37、4M+1E沒有不一致的地方-(注)即使是合格產品,也有很多不一致入口出口眼睛容易看到 4M作業人員(Man)作業方法(Method)原材料和零部件(Material)機械設備(Machine)環境眼睛不容易看到用4M+1E制造產品產品質量不一致是因為4M+1E不一致不合格產品產生是因為產品質量參差不齊因果關系產品調查出口和入口的對于產品質量不一致的思考規格顏色濃顏色淡不合格2812. 排除檢查的浪費排除檢查的浪費4如果不產生不合格品,就不需要進行檢查。如果不產生不合格品,就不需要進行檢查。4檢查可以分為以下幾類:檢查可以分為以下幾類: 選別檢查:判斷產品是否合格,找出不合格品。選別檢查:判斷產
38、品是否合格,找出不合格品。 信息檢查:迅速把產品信息傳達給相關部門,減少不合格產品。信息檢查:迅速把產品信息傳達給相關部門,減少不合格產品。 源流檢查:找出產生不合格產品的原因,并且當場予以解決。源流檢查:找出產生不合格產品的原因,并且當場予以解決。4傳遞信息最快的方法是自主檢查,即制造產品的人親自進行檢查,有問題傳遞信息最快的方法是自主檢查,即制造產品的人親自進行檢查,有問題立刻發現并反饋。(自檢)立刻發現并反饋。(自檢)4次快的方法是下一道工序檢查,即下一道工序的作業人員實施檢查后,將次快的方法是下一道工序檢查,即下一道工序的作業人員實施檢查后,將檢查結果傳達給前道工序。(互檢)檢查結果傳
39、達給前道工序。(互檢)如果檢查場地是一個孤立的小島(與生產線脫離),就很難實現作業的同如果檢查場地是一個孤立的小島(與生產線脫離),就很難實現作業的同期化,從而產生移動、等待的浪費。必須把檢查也納入生產線中,想辦法消除浪期化,從而產生移動、等待的浪費。必須把檢查也納入生產線中,想辦法消除浪費。費。29各種檢查方法各種檢查方法實施檢查的著眼點實施檢查的著眼點原因結果產生不合格產品后在采取行動已經為時過晚,要在原有階段就去查找條件錯誤眼睛容易看到 4M作業人員(Man)作業方法(Method)原材料和零部件(Material)機械設備(Machine)環境眼睛不容易看到產品質量在工序中制造將檢查結
40、果迅速傳達給前道工序,減少不合格產品。鑒別合格產品不合格產品選別檢查源流檢查信息檢查源流檢查信息檢查選別檢查步驟3步驟2步驟130信息檢查信息檢查ABCD加工加工檢查加工檢查加工檢查想辦法盡可能地把檢查控制在前道工序進行親自檢查自己生產的產品自主檢查下一道工序的作業人員實施檢查后,將檢查結果傳達給前道工序下一道工序檢查反饋(信息)3113. 錯誤產生的原因和防止錯誤的對策錯誤產生的原因和防止錯誤的對策4 發生錯誤的原因發生錯誤的原因 因疲勞而引起的不小心。因疲勞而引起的不小心。 環境(照明管理不充分等)。環境(照明管理不充分等)。 不習慣。不習慣。 聯系少引起判斷錯誤。聯系少引起判斷錯誤。4
41、防止錯誤包括提醒式和規制式兩種方式防止錯誤包括提醒式和規制式兩種方式 提醒式:一旦發生異常,就會通過蜂鳴器的聲音和紅色的燈光發出信提醒式:一旦發生異常,就會通過蜂鳴器的聲音和紅色的燈光發出信號,提醒操作人員注意的方式。號,提醒操作人員注意的方式。規制式:一旦發生異常,就會自動停止機械和生產線,無法繼續工作規制式:一旦發生異常,就會自動停止機械和生產線,無法繼續工作的方式。的方式。32錯誤和錯誤的預防錯誤和錯誤的預防錯誤產生的原因錯誤產生的原因原因原因事例事例不小心不小心疲勞疲勞生病生病錯誤集中產生在周一、周二,調查一下,發現工作人錯誤集中產生在周一、周二,調查一下,發現工作人員在周六、周日和其
42、它休息日,因為盡情游玩而引起員在周六、周日和其它休息日,因為盡情游玩而引起過度疲勞,到公司上班后,疲勞還沒有完全恢復,其過度疲勞,到公司上班后,疲勞還沒有完全恢復,其間發生了錯誤。間發生了錯誤。環境惡劣環境惡劣照明太暗或過于明亮照明太暗或過于明亮 噪音噪音粉塵粉塵高溫、濕度太大高溫、濕度太大在太暗或太亮的照明燈下進行檢查,時間一長,檢查在太暗或太亮的照明燈下進行檢查,時間一長,檢查的精確度就會下降。的精確度就會下降。不習慣不習慣訓練不夠訓練不夠新人新人精密作業精密作業作業標準書上規定要在停止機器后進行調整。新人因作業標準書上規定要在停止機器后進行調整。新人因為工作慢,所以開著機器進行調整,結果
43、被卷入機器為工作慢,所以開著機器進行調整,結果被卷入機器里面。里面。誤會誤會 交流不夠交流不夠沒有操作步驟指南沒有操作步驟指南對于誤差的認識不夠對于誤差的認識不夠以電話的形式傳達研修的內容,沒有接受訓練的組織以電話的形式傳達研修的內容,沒有接受訓練的組織很多時候都會對此產生誤解或疑惑,同時會深切認識很多時候都會對此產生誤解或疑惑,同時會深切認識到沒有正確的傳達,日常的交流不夠。到沒有正確的傳達,日常的交流不夠。 寒冷寒冷 振動振動 有氣味有氣味 有毒氣體有毒氣體精神不穩定精神不穩定單純地反復作業單純地反復作業33錯誤和錯誤預防錯誤和錯誤預防改善為不發生錯誤的作業方法(玩具工廠的例子)改善為不發
44、生錯誤的作業方法(玩具工廠的例子)防止錯誤的事例:防止錯誤的事例:p玩具廠家Y公司,有一道作業是要在產品的某個部位釘針。如下圖,作業人員從夾具上方插入針后,開始操作打針機。但是,有時候會產生沒有插針的玩具。Y公司雖然對所有產品進行了檢查,但是因為插針的部位很難被發現,所以被疏忽了。最后,就需要向顧客賠償。p于是,作了如下圖的改善,通過電流來控制打針機。只要不放針,打針機就會停止操作,無法繼續下一道工序。這樣,無針的不合格產品就不會發生了。打針機針絕緣改善前改善后3414. 防止錯誤的防止錯誤的3種方法種方法4認識很容易犯錯誤的。認識很容易犯錯誤的。4要提高注意力,就需要發現對象信息,培養隨時調
45、節注意力強弱的要提高注意力,就需要發現對象信息,培養隨時調節注意力強弱的能力,創造在真正需要的時候能夠集中注意力的環境。能力,創造在真正需要的時候能夠集中注意力的環境。4但是即使如此,只是憑借注意力(提醒式)還是不夠的。有必要實但是即使如此,只是憑借注意力(提醒式)還是不夠的。有必要實施不讓錯誤產生的規制(規制式)。施不讓錯誤產生的規制(規制式)。4可以將規制式和提醒式進一步劃分為以下可以將規制式和提醒式進一步劃分為以下3種探測方式種探測方式 接觸式探測接觸式探測 定數式探測定數式探測 標準動作異常探測標準動作異常探測35預防錯誤的預防錯誤的3種方式種方式接觸式探測接觸式探測通過探測裝置檢查產
46、品的形狀、尺寸的不同規制式AB(在這部分設置接觸棒) 必須要像A一樣嵌入零件。如果防止成了B那樣,B的下方沒有缺口,接觸到接觸棒后,無法再向下一道工序進展。提醒式AB 把A與B合在一起時,是依靠人的判斷來結合的,這需要時間調整。一旦合不上,就會頻繁產生不合格產品。+ 的位置如果合上了,等就會亮。接觸式探測36預防錯誤的預防錯誤的3種方式種方式定數式探測定數式探測在反復操作一定次數的作業時,檢測“一定次數”是過多還是不足。規制式 本來必須要擰5個螺釘,可是有時候卻忘記了1個。若是汽車零部件,哪怕少擰1個,都會發生問題。依靠控制盤,少擰1個的話,壓板就不能移動。提醒式 把厚紙放在切割機上切割,操作
47、12000次,刀片就變鈍了,繼續用的話,切出的紙張就容易不合格。當操作到10000次時,蜂鳴器就會響,必須檢查刀具,是否需要更換。定數式探測控制盤刀具37預防錯誤的預防錯誤的3種方式種方式標準動作異常探測標準動作異常探測在規定的作業和動作上發生錯誤時,檢測其異常狀況規制式 在9種產品的混合流程作業的組裝生產線上,必須安裝形狀相同但顏色不同(9種顏色)的零部件。把下側帶有磁帶的指示書插入讀取箱內,相對應的盒子就會打開。提醒式 在工作過程中對A-E的5個項目進行檢查,但是忙的時候就會漏掉某個項目。在各項目上設置開關,5個項目結束時,報警器就會響起。標準動作異常探測ABCDE3815. 處理異常停止
48、的對策處理異常停止的對策4異常停止的特點異常停止的特點 因為經常發生異常停止,所以不能獲取準確的資料。因為經常發生異常停止,所以不能獲取準確的資料。 很多時候都是再啟動一下機器,就那樣當場很多時候都是再啟動一下機器,就那樣當場“解決了解決了”,所以不能查出問題原,所以不能查出問題原因,因此不能實施防止再次發生異常停止的對策。因,因此不能實施防止再次發生異常停止的對策。 有時候是因為細小的缺陷相互作用而造成了異常停止,這些缺陷難以被人發現。有時候是因為細小的缺陷相互作用而造成了異常停止,這些缺陷難以被人發現。 很難把握發生問題場所的情況,所以經常是慢性發生。很難把握發生問題場所的情況,所以經常是
49、慢性發生。4查找異常停止的原因和處理異常停止的對策查找異常停止的原因和處理異常停止的對策 把握好發生地點,用把握好發生地點,用DV拍攝下來,仔細分析發生異常的機械裝置。拍攝下來,仔細分析發生異常的機械裝置。 用放大鏡放大后仔細分析作業。用放大鏡放大后仔細分析作業。 清掃設備和地板,以免產生灰塵和染上臟物。清掃設備和地板,以免產生灰塵和染上臟物。 努力去查找認為存在著細微缺陷的地方,并加以糾正。努力去查找認為存在著細微缺陷的地方,并加以糾正。 重新看一下運轉條件是否正確。重新看一下運轉條件是否正確。 制訂有關清掃方法、設備處理方法的作業指導書。制訂有關清掃方法、設備處理方法的作業指導書。39查找
50、異常停止的原因和處理異常停止的對策查找異常停止的原因和處理異常停止的對策查找異常停止的原因和處理異常停止的對策查找異常停止的原因和處理異常停止的對策內容內容明確發生地點,詳細分析發生異常停止的明確發生地點,詳細分析發生異常停止的機械裝置。機械裝置。在發生地點用在發生地點用DV拍攝機器正常運轉和非正常運轉時的狀況,然后緩慢放拍攝機器正常運轉和非正常運轉時的狀況,然后緩慢放送或片斷放送所拍攝的狀況,找出問題發生的原因。送或片斷放送所拍攝的狀況,找出問題發生的原因。用放大鏡放大作業點,并對其進行詳細分用放大鏡放大作業點,并對其進行詳細分析。析。用放大鏡發達初看起來一樣的作業,就會發現出現的一些細微的
51、異常狀況,用放大鏡發達初看起來一樣的作業,就會發現出現的一些細微的異常狀況,如哪兒被掛住了。如哪兒被掛住了。清掃設備和地板,以免產生灰塵和臟物。清掃設備和地板,以免產生灰塵和臟物。通過清掃設備的功能性部位,就能看到細微之處,修正缺陷。通過清掃設備的功能性部位,就能看到細微之處,修正缺陷。機械裝置的螺絲松了,結構部位不結實。機械裝置的螺絲松了,結構部位不結實。給機器運轉造成障礙的灰塵。給機器運轉造成障礙的灰塵。因為臟物和傷痕形成的阻力。因為臟物和傷痕形成的阻力。異常磨損異常磨損不是水平位置,存在高低不平的差異不是水平位置,存在高低不平的差異傳感器的位置偏離或染上臟物傳感器的位置偏離或染上臟物壓力計等測量儀器破損壓力計等測量儀器破損檢查和清掃油壓、氣壓、潤滑油系統和回路。檢查和清掃油壓、氣壓、潤滑油系統和回路。努力查找認為有輕微缺陷的部分,并對其努力
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 政治●廣東卷丨2024年廣東省普通高中學業水平選擇性考試政治試卷及答案
- 考研復習-風景園林基礎考研試題帶答案詳解(輕巧奪冠)
- 2023年上海市上海市徐匯區長橋街道招聘社區工作者真題帶答案詳解
- 2025年黑龍江省五常市輔警招聘考試試題題庫及完整答案詳解
- 2024年湖南省沅江市社區工作者資格考試題庫(奪冠系列)
- 2025年河北省輔警招聘考試考試試題庫帶答案詳解
- 2024年浙江金華科貿職業技術學院單招職業技能測試題庫有完整答案
- 2025年Z世代消費趨勢下新消費品牌市場細分研究報告
- 2025年K2學校STEM課程實施效果對學生未來可持續發展能力的培養評估報告
- 車間三級安全培訓體系
- 《中醫夏季養生》課件
- 消防設施維護保養報價文件
- 餐廳新員工入職培訓計劃
- 起重機械培訓(初訓)課件
- 2024-2030年中國外資醫院行業發展現狀及投資管理模式分析報告
- 【MOOC】推 薦系統-北京大學 中國大學慕課MOOC答案
- 古田會議的課件
- 停車場環境衛生保潔方案
- 食品生產企業食品安全培訓
- 《家庭系統排列講座》課件
- 超抗原在神經退行性疾病治療中的作用
評論
0/150
提交評論