


版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
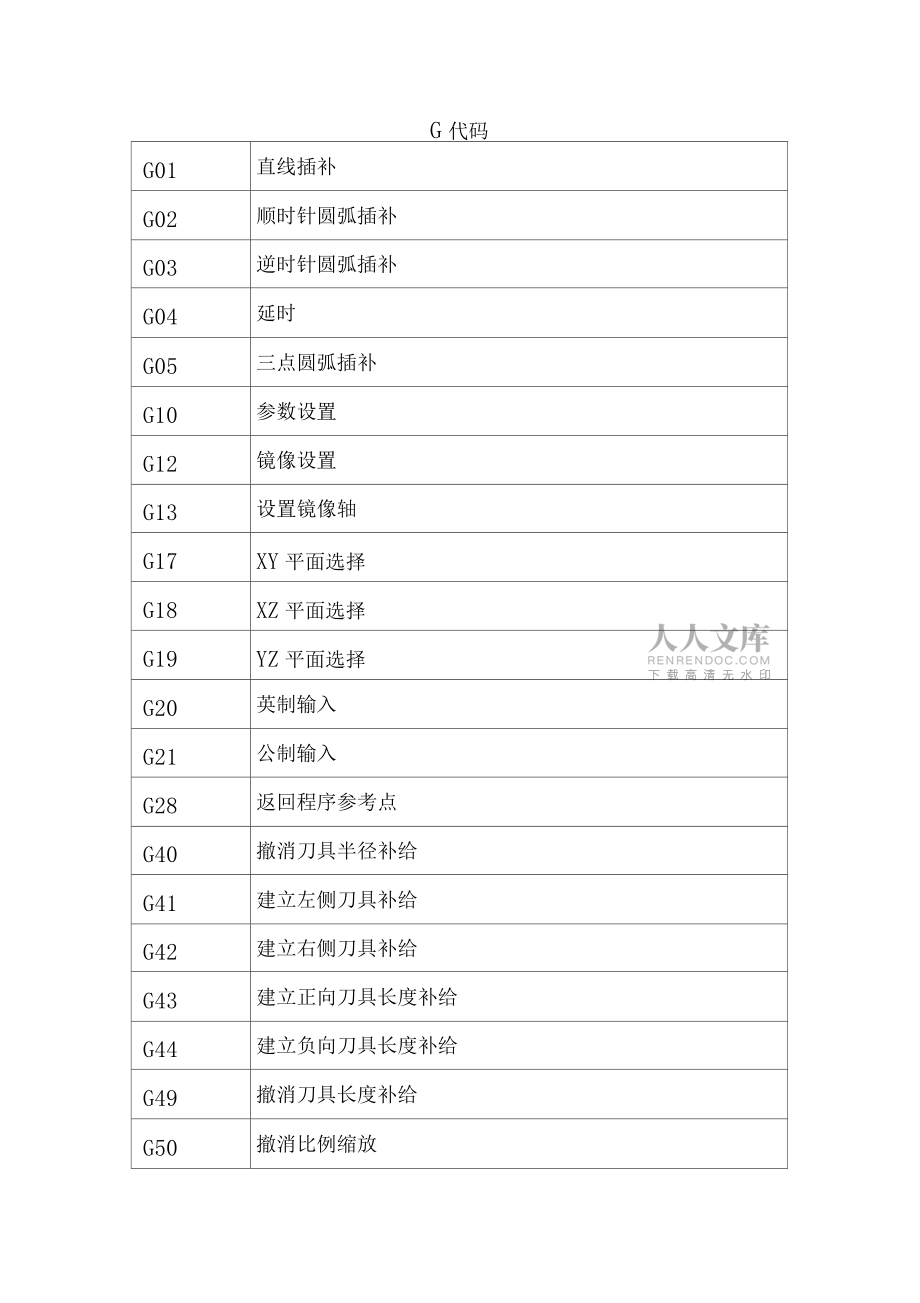
1、數銃G代碼指令詳細解釋G代碼G01直線插補G02順時針圓弧插補G03逆時針圓弧插補G04延時G05三點圓弧插補G10參數設置G12鏡像設置G13設置鏡像軸G17XY平面選擇G18XZ平面選擇G19YZ平面選擇G20英制輸入G21公制輸入G28返回程序參考點G40撤消刀具半徑補給G41建立左側刀具補給G42建立右側刀具補給G43建立正向刀具長度補給G44建立負向刀具長度補給G49撤消刀具長度補給G50撤消比例縮放G54選擇工件坐標系1G55選擇工件坐標系2G56選擇工件坐標系3G57選擇工件坐標系4G58選擇工件坐標系5G59選擇工件坐標系6G60準確定位G64連續路徑加工G68設置坐標旋轉G6
2、9撤消坐標旋轉G81鉆孔固定循環(中心孔)G82鉆孔固定循環(擴孔)G83鉆孔固定循環(深孔)G90絕對坐標編程G91絕對坐標編程G92建立初始工件坐標G00功能:在加工過程中,常需要刀具空運行到某一點,為下一步加工做好準備,利用指令G00可以使刀具快速移動到目標點。指令格式:G00X_Y_Z_(模態、初態)說明:地址X,Y和Z指定目標點坐標,該點在絕對坐標編程中,為工作坐標系的坐標;在相對坐標編程中,為相對于起點的增量。執行G00指令時,刀具的移動速度由系統參數設定,不受進給功能指令F的影響。刀具的移動方式有二種:1)各軸以其最快的速度同時移動,通常情況下因速度和移動距離的不同先后到達目標點
3、,刀具移動路線為任意的。2)各軸按設定的速度以聯動的方式移動到位,刀具移動路線為一條直線。3)各軸按輸入的坐標字順序分別快速移動到位,刀具的移動路線為階梯形。用戶可以根據自身需要,選擇其中一種刀具移動方式在OpenSoftCNCE置系統中設置,參見OSNC01陳統配置手冊章節系統參數設置。該指令執行時一直有效,直到被同樣具有插補功能的其它指令(G01/G02/G03/G05取代。編程舉例:如圖所示,命令刀具從點A快速移動到點B,編程如下:1,絕對編程:N20G90G00X25Y30;2.相對編程:N20G91G00X15Y20;提示:G00指令中缺省的坐標軸視為該軸不運動,如例中Z軸不動。G0
4、1功能:G01用來指定直線插補,其作用是切削加工任意斜率的平面或空間直線。指令格式:G01X_Y_Z_F_;(模態)說明:地址X,Y和Z指定目標點坐標,該點在絕對坐標編程中,為工作坐標系的坐標;在相對坐標編程中,為相對于起點的增量,F指定刀具沿運動軌跡的進給速度。執行該指令時,刀具以坐標軸聯動的方式,從當前位置插補加工至目標點。移動路線為一直線。該指令一直有效,直到被具有插補功能的其它指令(G00/G02/G03/G05取代。編程舉例:如圖所示,命令刀具從點A直線插補至點BoN30G91G01X15Y-15;相對編程提示:G01指令中缺省的坐標軸視為該軸不運動,如上例中的Z軸不動;若F缺省,則
5、按系統設置的速度進給或按前面程序段中F指定的速度進給。G03功能:G02為順圓插補;G03為逆圓插補,用以在指定平面內按設定的進給速度沿圓弧軌跡切削。指令格式:G17G02(G03)XYIJF;(XY平面,模態)G18G02(G03)XZIKF;(XZ平面,模態)G19G02(G03)YZJKF;(YZ平面,模態)G17G02(G03)X_Y_R_;(XY平面,模態,半徑編程)G18G02(G03)X_Z_R_;(XZ平面,模態,半徑編程)G19G02(G03)Y_Z_R_;(YZ平面,模態,半徑編程)項指令含指令功能義平面指定G17指定XY平面的圓弧G18指定ZX平面的圓弧G19指定YZ平面
6、的圓弧2圓弧旋轉方向G02指定為順時針旋轉G03指定為逆時針旋轉3目標點位置G90方式X,Y,Z中的2軸指定工作坐標系的目標點位置G91方式指定從起始點到目標點的距離4從起始點到圓心的距離I,J,K中的2軸指定從起始點到圓心的矢量圓弧半徑R指定圓弧半徑5刀具進給速度F指定沿圓弧移動速度指令說明:使用圓弧插補指令,必須先用G17/G18/G19指定圓弧所在平面(XYZX、或YZ平面)。圓弧順時針(或逆時針)旋轉的判別方式為:在右手直角坐標系中,沿X、Y、Z三軸中非圓弧所在平面(如:XY平面)的軸(如:Z軸)正向往負向看去,順時針方向用G02,反之用G03,如圖:地址X,Y(或Z)指定圓弧的終點即
7、目標點,在G90方式(絕對坐標編程)中該點為工作坐標系的坐標;在G91方式(相對編程方式)中該點為相對于起始點的增量。I,J、K分別為平行于X,Y、Z的軸,用來表示圓心的坐標,因I,J、K后面的數值為圓弧起點到圓心矢量的分量,故始終為相對于圓弧起點的增量值。當已知圓弧終點坐標和半徑,可以選取半徑編程的方式插補圓弧,R為圓弧半徑,當圓心角小于180度時R為正;大于180度時R為負。指令F指定刀具沿軌跡的進給速度,缺省值為系統設置的進給速度或前序程序段中指定的速度,執行G02/G03指令時,刀具以坐標軸聯動的方式從當前位置插補加工至目標點。G02(或G03一直有效,直到被具有插補功能的其它指令G0
8、0/G01/G03(或G02/G05取代。舉例:編程舉例1:如圖2-6所示,在XY平面上,加工圓弧ABBC加工路線為ZAC,采用圓心和終點(IJK)的方式編程。1、絕對編程N10G92X38Y44Z0;定義起刀點的位置N20G90G17G03X70Y60I20J16;力口工ABN30G02X110Y20I0J-40;力口工BC2、相對編程N10G91G17;相對編程,指定在XY平面加工N20G03X32Y16I20J0F200;力口工AB圓弧N30G02X40Y-40I0J-40;加工BC圓弧編程舉例2:如圖所示,設在XY平面上,加工圓弧CD和DC加工路線為CHAC,采用圓弧半徑方式編程。1、
9、絕對編程N10G92X-40Y-30Z0;定義起刀點的位置N20G90G17G02X40Y-30R50;加工CD®N30G03X-40Y-30R-50;加工DC®2、相對編程N10G91G17;相對編程,指定在XY平面加工N20G02X60Y0R50F200;力口工CD段圓弧N30G03X-60Y0R-50;加工DC段圓弧編程舉例3:當插補整圓時,只能采用IJK編程方式,如圖2-8所示,設在X平面上加工R20整圓。1、絕對編程N10G92X0Y0Z0;定義起刀點的位置N20G90G17G00X20Y0;將刀具移至點AN30G03I-20J0F500;加工整圓N40G00X0
10、Y0;回到起刀點2、相對編程N10G91G17;相對編程,指定在XY平面加工N30G03I-20J0F500;加工整圓N40G00X-20Y0;回到起刀點提示:加工平面缺省為X*插補圓弧的尺寸必須在一定的公差范圍之內,否則編譯將不能通過,同時,系統會發出報警信息。本系統的公差值為0.01mm終點地址X,Y,Z若某一項為零,表示該軸無位移,可以省略;I0,J0,K0,可以省略。功能:G04指令主要用于使刀具作短暫的無進給光整加工,如絞孔或鎮平面,也可以用作程序延時。指令格式:G04P_;說明:地址P后的數值給定暫停的時間,單位為秒,可以是精確到小數點后兩位。G04只在自身程序段中生效,并暫停給定
11、的時間,在此之前設定的進給速度F和主軸轉速S被存入專門的數據區,并在G04程序段之后的程序段中繼續生效。編程舉例:設定進給速度、主軸轉速及轉向,命令刀具進行直線插補,并在插補過程中暫停3.5秒。N50G01Z-15F500S400M03;設置速度和主軸轉速N60G04P3.5;暫停3.5秒N70Z-20;繼續直線插補,速度和主軸轉速持續有效功能:當圓弧的半徑和圓心未知,而知道圓弧上除了的起點和終點之外的任意一點的坐標,可以采用G05進行三點圓弧插補。指令格式:G17G05XYIJF;(XY平面,模態)G18G05XZIKF;(XZ平面,模態)G19G05YZJKF;(YZ平面,模態)說明:地址
12、X,Y(或Z)指定目標點坐標,該點在絕對坐標編程中,為工作坐標系的坐標;在相對坐標編程中,為相對于起點的增量。I,J和K分別為平行于X,Y和Z的軸,用來表示圓弧上任意一點(除了起點和終點)的的坐標,因I,J和K后面的數值為起點到該任意點矢量的分量,故始終為增量值;F指定刀具沿運動軌跡的進給速度。執行該指令時,刀具以坐標軸聯動的方式,按指定的進給速度,從當前位置插補加工至目標點。該指令一直有效,直到被具有插補功能的其它指令(G00/G01/G02/G03取代。編程舉例:如圖所示,設在平面XY上,加工圓弧ABG加工品&線為ZB-C,分別采用絕對編程和相對編程如下:1、絕對編程:N10G92
13、X30Y30Z0;定義起刀點的位置N20G90G17G05X90Y40I40J2;力口工ABCN30G00X0Y0Z0;回到編程原點2、相對編程:N10G91G17;相對編程,指定在XY平面加工N20G05X60Y10I40J20F500;加工圓弧ABC提示:1、當沒有指定園弧所在平面時,缺省為XY平面;2、插補圓弧的尺寸必須在一定的公差范圍之內,否則編譯將不能通過,同時,系統會發出報警信息。本系統的公差值為0.01mm3、終點地址X,Y,Z,若某一項為零,表示該軸無位移,可以省略;4、I0,J0,K0,可以省略。功能:指令G10用來設置工作坐標系G54-G59動態設置刀具半徑(長度)補償值,
14、目的是使一個刀具可以匹配不同補償的數據組,構成多個切削刃。指令格式:G10W_X_Y_Z_;設置工作坐標系,模態。G10D_R_;設A參數號及刀具半徑補償值,模態。G10H_R_;設置參數號及刀具長度補償值,模態。說明:代碼含義功能W工作坐標系編號指定需要設置的工作坐標系W1W6與G5&G59對應,即:W1對應于G54W2寸應于G55W6寸應于G59X,Y,Z工作坐標系原點位指定工作坐標系與機床參考點的相對位置關系地址D,H后為參數號,與指令T設置的刀具號對應,取值范圍099;地址R后為對應的刀具半徑(長度)補償值,上限值為999.999o編程舉例:N30G10W1X20Y30Z10;
15、設置G54對應的工作坐標系的原點臨時為(X20,Y30,Z10)設置3號刀具的半徑補償值為5.5mm5號刀具的長度補償值為10.22mm編程如下:N30G10D03R5.5;設置刀具半徑補償參數N40G10H05R10.22;設置刀具長度補償提示:G10指令并不改變對應的工件坐標系的初始設置值(初始設置值的設定參見參數配置)。上例中,若在后面的程序段中單獨使用G54指令(設其初始設置值為(X70,Y40,Z20),則編程原點仍為機床坐標系中的(X70,Y40,Z20)而不是G10指令指定的(X20,Y30,Z10);如果程序中沒有使用G10指令,則系統按照其設定的參數運行;G10指令只在當前程
16、序中有效,并不改變刀具參數設置(參見刀具參數設置)功能:指令G10用來設置工作坐標系G5>G59動態設置刀具半徑(長度)補償值,目的是使一個刀具可以匹配不同補償的數據組,構成多個切削刃。指令格式:G10W_X_Y_Z_;設置工作坐標系,模態。G10D_R_;設出參數號及刀具半徑補償值,模態。G10H_R_;設置參數號及刀具長度補償值,模態。說明:代碼含義功能W工作坐標系編號X,Y,Z工作坐標系原點位直指定需要設置的工作坐標系W1W6G5小G59對應,即:W1對應于G54W2寸應于G55W6寸應于G59指定工作坐標系與機床參考點的相對位置關系地址D,H后為參數號,與指令T設置的刀具號對應,
17、取值范圍099;地址R后為對應的刀具半徑(長度)補償值,上限值為999.999。編程舉例:N30G10W1X20Y30Z10;設置G54對應的工作坐標系的原點臨時為(X20,Y30,Z10)設置3號刀具的半徑補償值為5.5mm5號刀具的長度補償值為10.22mm編程如下:N30G10D03R5.5;設置刀具半徑補償參數N40G10H05R10.22;設置刀具長度補償提示:G10指令并不改變對應的工件坐標系的初始設置值(初始設置值的設定參見參數配置)。上例中,若在后面的程序段中單獨使用G54指令(設其初始設置值為(X70,Y40,Z20),則編程原點仍為機床坐標系中的(X70,Y40,Z20),
18、而不是G10指令指定的(X20,Y30,Z10);如果程序中沒有使用G10指令,則系統按照其設定的參數運行;G10指令只在當前程序中有效,并不改變刀具參數設置(參見刀具參數設置)功能:G12和G13指令用于加工形狀對稱的工件。指令格式:G12X1Y1Z1;鏡像設置,模態。G12X0Y0Z0;鏡像撤消,模態。G13X_Y_Z_;設置鏡像軸,模態。說明:鏡像設置指令G12允許設置三個鏡像軸,當地址X,Y,Z后的數值為1時,相對應的軸設置鏡像,為0時則撤消。當某軸設置鏡像后,刀具在該坐標上的運動方向與編程方向相反,運動軌跡則與鏡像前的軌跡對稱。G12指令一直有效,直到被另一個新的G12指令取代,如G
19、12X1被G12X0取代。G13指令一直有效,直到被另一個新的G13指令取代,如G13X10被G13Y10取代。編程舉例:如圖,加工兩個異形凸臺,凸臺高5mm設D01=5mm編程如下:N10G91G17;相對編程,在XY平面內加工N20G00X40Y30;刀具移至(X40,Y30)N20M98P10Q調用子程序加工左邊凸臺N30G13X40;設置鏡像軸X=40N40G12X1;設置X軸鏡像N50M98P10Q調用子程序加工右邊凸臺N60G12X0;撤消X軸鏡像N70M02;程序結束%100子程序開始標志N110G91G00Y-10;相對編程,刀具移至(X40,Y20)N120G42D01G01
20、X-15;設置刀具半徑補償N120G03X-10R5F800;開始加工左邊凸臺N130G01Y-10;N140G02X-5Y-5R5;N150G01X-10;N160G03Y-10R5;N170G01X20;N180X5Y5;N190Y25;凸臺加工結束N200G40G00X15Y5;撤消刀補,將刀具移回起點N210M99子程序結束提示:若沒有G12指令,則系統缺省為鏡像撤消狀態功能:機床坐標系或工作坐標系的三個坐標軸X、Y、Z,分別構成XYZX和YZ平面,在進行數控加工時,常需要確定刀具在哪個平面內進行圓弧插補、刀具半徑補償和鉆孔運動。使用G17/G18/G19可以分別指定在XY/ZX/YZ
21、平面加工指令格式:G17;(設置加工平面為XY,模態,初態)G1&(設置加工平面為ZX,模態)G19;(設置加工平面為YZ,模態)說明:G17/G18/G19為一組指令,在執行時一直有效,直到被同組的其它指令取代,如指令G17被G18(或G19取代。編程舉例:命令刀具在YZ平面內加工R10圓弧N40G19G03Y-10Z25R10;刀具在YZ平面進行圓弧插補運動提示:當G17/G18/G19指定了加工平面后,其后程序段中輸入的非該平面上的坐標值將被忽略,如上例在YZ平面加工圓弧,X坐標值將被忽略;直線運動指令不受設置坐標平面指令的影響。在未指定的情況下,為缺省在XY平面加工。功能:在加
22、工過程中,經常會遇到公制/英制混合標注尺寸的工件,為了方便加工,需要進行公制和英制的轉換。利用G20/G21可以分別指定英制和公制輸入。指令格式:G2Q(英制尺寸輸入,模態,)G21;(公制尺寸輸入,模態,初態)說明:指令G20后的程序段的輸入數據單位為英寸。指令G21后的程序段的輸入數據單位為毫米。G20/G21為一組指令,在執行時一直有效,直到被同組的其它指令取代,如指令G20被G21取代。編程舉例:指定以相對坐標方式編程,且數據單位為英寸,編程如下:N40G91G20;采用相對編程方式,英制尺寸輸入提示:在未指定輸入數據的單位的情況下,系統默認為公制輸入功能:G28指令用來使刀具返回程序
23、參考點,在OpenSoftCNC系統中即是程序的起刀點。返回程序參考點的目的是為了方便在加工過程中更換刀具。指令格式:G28X0Y0Z0;返回程序參考點。G29X0Y0Z0;返回機床零點。說明:執行該指令時,刀具從當前位置快速移至參考點,刀具的移動方式有三種,如圖所示:1)各軸以其最快的速度同時移動,通常情況下因速度和移動距離的不同先后到達目標點,刀具移動路線為任意的。2)各軸按設定的速度以聯動的方式移動到位,刀具移動路線為一條直線。3)各軸按輸入的坐標字順序分別快速移動到位,刀具的移動路線為階梯形。用戶可以根據自身需要,選擇其中一種刀具移動方式在OpenSoftCNCB已置系統中設置,參見O
24、SN臻統配置手冊章節系統參數設置。A、B分別表示刀具當前位置和程序起刀點參數X、Y、Z說明:?G28指令不帶參數,則各坐標軸全部返回參考點,如選擇了刀具移動方式3),則各軸返回參考點的順序為Z-X-Y;?G28指令若帶參數X、Y、Z,則必須使用G28X0Y0Z0的格式,不返回參考點的軸不寫;?G28指令后的參數順序在方式3中指明了各坐標軸返回參考點的順序。編程舉例:命令刀具從當前位置返回程序參考點,示例一:N10G28;各軸全部返回程序參考點示例二:N10G28X0Z0Y0;X、Y、Z軸返回參考點,在方式3)下各軸的返回順序為2Z-Y示例三:N10G28Y0X0;X、Y軸返回參考點,在方式3)
25、下各軸的返回順序為、f提示:因返回參考點指令多用于自動換刀,所以在執行該指令前,請撤消刀具半徑補償和刀具長度補償。功能:利用G40指令撤消刀具半徑補償,為系統的初始狀態;用G41/G42指令可以建立刀具半徑補償,在加工中自動加上所需的偏置量。指令格式:G4Q(撤消刀具半徑補償,模態,初態)G41D_j(設置左側刀具半徑補償,模態)G42D_j(設置右側刀具半徑補償,模態)說明:在本系統中刀具半徑補償只能針對XOYF面,對其它平面則無效。G41,G42分別指定左(右)側刀具半徑補償,即從刀具運動方向看去,刀具中心在工件的左(右)側;本系統刀補的建立方法為:如果建立刀補后需切削的第一段軌跡為直線,
26、則建立刀補的軌跡應在其延長線S上;若為圓弧,則建立刀補的軌跡應在圓弧的切線上。本系統刀補的撤消方法為:如果撤消刀補前的切削軌跡為直線,則刀具在移至目標點后應繼續沿其延長線移動至少一個刀具半徑后,再撤消刀補;若為圓弧,則刀具在移至目標點后應沿圓弧的切線方向移動至少一個刀具半徑后,再撤消刀補。刀補的建立和撤消只能采用G00或G01進行,而不能采用圓弧插補指令如:G02/G03/G05等。地址D后的數值指定刀具的參數號,系統根據此參數號取半徑補償值,半徑補償值可以在刀具參數中設置(參見刀具參數設置部分),也可以由指令G10設置,其范圍為0999.999mmG40/G41/G42指令為一組,在執行時一
27、直有效,直到被同組的其它指令替代。如G40被G41(或G42)替代。編程舉例:如圖2-14,命令刀具切削工件外形輪廓,走刀路線為一ZACHAEfF-GB-A,在BC段設置刀具半徑補償(加工開始前),在BA段撤消刀具半徑補償(加工完畢后),編程如下:1、絕對編程N10G92X0Y0Z0;定義起刀點的位置N20G90G00X10;N30G42D01G01Y10;建立右刀具半徑補償N40X30;加工CD段N50Y20;力口工DE段N60G03X20Y30R10;力口工EF段圓弧N70G01X10;加工FG段N80Y0;力口工GB®N90G40G00X0;撤消刀具補償N100M02;程序結束
28、2、相對編程N10G91G00X10;N20G42D01G01Y10;建立右側刀具補償N30G01X20;加工CD段N40Y10;力口工DE段N50G03X-10Y10R10;加工EF段圓弧N60G01X-10;力口FG段N70Y-30;加工GBgN80G40X-10;撤消刀具補償N90M02;程序結束功能:使用G49指令可以撤消刀具長度補償,為系統的初始狀態;利用G43/G44可以建立刀具長度補償。指令格式:G49(撤消刀具長度補償,模態,初態)G43Z_H_;(設置正向刀具長度補償,模態)G44Z_H_;(設置負向刀具長度補償,模態)說明:G43/G44分別指定在刀具長度方向上(Z軸)增加
29、(正向)或減少(負向)一個刀具長度補償值,從而保證刀具切削量與要求一致。地址Z后的數值指定刀具在Z軸的進給量。地址H后數值指定刀具的參數號,系統根據此參數號取長度補償值,其值在刀具參數中設置(參見刀具參數設置),也可以由指令G10設置,取值范圍為0999.999mmG43/G44/G49為一組指令,執行時一直有效,直到被同組的其它指令替代,如G43被G49取代。編程舉例:如下頁圖,設H01=5加工2-小10的孔N10G91G00X40Y30;相對編程,刀具移至O1處N20G44Z-13H01;設置刀具長度補償N30G01Z-10F800;加工孔1N40G04P400;N50G00Z10;退刀N
30、60X30Y-10;將刀具移至O2處N70G01Z-14;加工孔2N80G04P400;N90G00Z27;退刀N100G49G00X-70Y-30;撤消刀具長度補償N110M02;程序結束功能:指令G50/G51用于加工具有相同幾何形狀而比例大小不同的工件,也可運用該指令對一個工件進行粗加工和精加工。指令格式:G5Q(撤消比例縮放,模態,初態)G51X_Y_Z_P_;(設置比例縮放,模態)說明:指令G51的地址碼X,Y,Z后的數值定義比例縮放的中心點位置,即以該點為比例縮放的基準。地址碼P后的數值定義比例縮放的系數,取值范圍是0.0199.99。G51指令以后的移動指令,從比例中心開始,實際
31、移動量為原數值的P倍,P值對偏置量無影響,即不影響刀具半徑(長度)補償的數值。O為比例縮放中心;ABCDfe原加工圖形;AB'CD'為比例編程的圖形。G50/G51為一組指令,執行時一直有效,直到被同組的其它指令取代,如G50被G51取代。編程舉例:如圖所示,加工虛線外形輪廓,編程如下:N10G92X0Y0Z0;設置起刀點N20G00X39Y20;刀具移至(X39,Y20)N20G51X39Y20P1.5;設置比例縮放N30G00Y12;N40G03Y28R8;圓弧插補,開始加工N50G01X15;N60Y12;N70X39;加工結束N80G50;撤消比例縮放N90M02;程序
32、結束提示:G50指令為系統的缺省狀態。功能:為了方便編程,系統允許使用預先設定好的6個坐標系,使用指令G54一G59用來選擇工作坐標系16。指令格式:G54;(選擇工作坐標系1,模態)G55;G56;(選擇工作坐標系(選擇工作坐標系2,模態)3,模態)G57;(選擇工作坐標系4,模態)G5&(選擇工作坐標系5,模態)G59;(選擇工作坐標系6,模態)說明:選擇工作坐標系實際是給出編程原點在機床坐標系中的位置,從而設定工作坐標系。設定的6個工作坐標系的有關參數應事先在參數設置(參見參數設置)或指令G10中設定,工作坐標系一經設定,后續程序段中絕對坐標均為相對于該坐標系原點的值。編程舉例:
33、設工作坐標系1的原點為(X100,Y-100)N20G54G90G01X10Y-10;命令刀具移至機床坐標系(X110,Y-120)處功能:在程序段轉換時,有時要求坐標軸快速準確地定位,有時則要求按照工件外形輪廓編程對幾個程序段進行連續路徑加工。利用指令G60/G64可以使您針對上述情況,進行最佳匹配方案的選擇。指令格式:G6Q(準確定位,模態,初態)G64;(連續路徑加工,模態)說明:指令G60生效時,當達到定位精度后,移動軸的進給速度達到零;而指令G64則使程序段在轉換過程中盡量避免進給停頓,并使其盡可能以相同的軌跡速度轉換到下一個程序段。G60與G64進給速度對比指令G60和G64為一組
34、指令,執行時一直有效,直到被同組的其它指令取代為止,如指令G60被G64取代。編程舉例:N10G90G60;準確定位N20G01X60Y40;G60繼續有效N30G64;轉換到連續路徑方式功能:使用指令G68/G69可以使編程圖形指定的旋轉中心及旋轉方向旋轉一定的角度,主要用于加工齒輪等工件。G68/G69為一組指令,執行時一直有效,直到被同組的其它指令取代,如指令G68被G69取代。指令格式:G17G68X_Y_R_;XY平面坐標旋轉,模態。G18G68X_Z_R_;XZ平面坐標旋轉,模態。G19G68Y_Z_R_;YZ平面坐標旋轉,模態。G69;撤消樂標病專,模態。說明:在設置坐標旋轉之前
35、,必須用G17,G18,G19指令指定坐標旋轉平面。地址碼X,Y和Z后的數值定義旋轉中心坐標,省略時,G68指令以刀具的當前位置為旋轉中心。+180地址碼R后的數值定義旋轉角度和方向,單位為度,取值范圍為-180順時針旋轉角度為正,逆時針旋轉角度為負。G68指令的下一程序段不能使用圓弧插補指令。編程舉例:如圖2-20,加工零件的外形輪廓。編程如下:主程序N10M98P20Q力口工1#孑LN20G68X0Y0R-90;坐標順時針旋轉90°N30M98P20Q力口工2#孑LN40G68X0Y0R-180;坐標順時針旋轉180°N50M98P20Q力口工3#孑LN60G68X0Y
36、0R90;坐標逆時針旋轉90°N70M98P20Q力口工4#孑LN80G69;撤消坐標旋轉N90M02;程序結束子程序%200子程序開始標志N210G91G00Y30;相對編程N220G01Z-10F100;直線插補,加工孔N230G04P20;N240G00Z10;N250G00Y-30;回到編程原點N260M99;子程序結束指令格式:G81X_Y_Z_R_F_L_鉆孔固定循環(中/占)G82X_Y_Z_R_P_F_L占孔固定循環(擴孔)G83X_Y_Z_R_Q_F_口占孔固定循環(而L)指令說明:固定循環就是在系統里已經設定好的,可用G代碼調用的一些典型加工過程。固定循環指令中需要定義相關參數,以達到不同的加工工藝要求。在鉆孔固定循環指令中,初始點和R點的位置如圖1所示。
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 海洋石油鉆采工程安全生產措施考核試卷
- 嵌入式系統信號處理模式考題及答案
- 公路工程未來趨勢試題及答案解析
- 豆類食品加工廠的安全生產標準化考核試卷
- 窄軌機車車輛制造中的技術創新與研發考核試卷
- 金屬廚房用具的經銷商關系維護考核試卷
- 公路建設程序與審批試題及答案
- 數據庫維護與故障排查試題及答案
- 農業作物病害診斷儀應用考核試卷
- 數據庫性能監控的重要性與實施方法試題及答案
- 營養與健康教材課件匯總完整版ppt全套課件最全教學教程整本書電子教案全書教案課件合集
- 吊籃保養記錄月檢
- 食堂安全管理、操作培訓考試題與答案
- 新膠工割膠技術培訓
- 掛籃安裝細則
- 2022年高級中學校園文化建設方案
- 《急診與災難醫學》第三版-教學大綱(修改完整版)
- 飽和蒸汽壓力——溫度對照表
- 工序單位能耗地計算方法、及企業噸鋼可比能耗計算方法
- 超市標準商品分類表格模板
- 人教版小學英語四年級下冊unit5 測試卷
評論
0/150
提交評論