


下載本文檔
版權(quán)說明:本文檔由用戶提供并上傳,收益歸屬內(nèi)容提供方,若內(nèi)容存在侵權(quán),請進行舉報或認(rèn)領(lǐng)
文檔簡介
1、質(zhì)量通病及預(yù)防措施表鋼結(jié)構(gòu)加工制作工程質(zhì)量通病及治理措施一序號質(zhì)量通病現(xiàn)狀治理控制措施1鋼材表卸卡具壓 痕或劃痕損傷,焊 接撕裂凹陷處。深度大十鋼材厚度負(fù)允許偏差值時, 采取局吾日補焊后再打磨平整;小于 0.5時,予以磨修平整。2材料或零部件露 天堆放處支點少, 浸泡水中。增加墊高的支撐點,做好露天場地的 排水溝。3使用火焰切割回 存在大于1.0的 缺棱,切割邊熔化 物不清理。切割前,檢查調(diào)整火焰至合適程度, 檢查氣瓶存氣量。對于存在非焊接面 的缺棱,應(yīng)予補焊弁打磨平整。切割 邊癖化物予以打除平整。4鉆孔孔邊毛刺不 清除。機械鉆孔產(chǎn)生的毛刺,必須予以打磨 清除。5手工火焰切割的 坡口不規(guī)范。鈍
2、邊 尺寸不一致,缺棱 較多。重新進行切割,弁打磨修整,使鈍邊 尺寸Tt,缺棱基本消除。6H型鋼類構(gòu)件校 正后仿然存在旁 彎或扭曲的質(zhì)量 超標(biāo)。在拋丸(或涂噴砂)前重新校正。中 板較薄者,用機械方法矯正效果好, 中板較厚或厚板,宜用火焰熱矯正。7薄板或較薄中厚 板用單頭火焰切 割后出現(xiàn)側(cè)彎曲。火焰切割時宜間斷進行,留短長度的 固定點,待板冷卻后再徹底斷開。8零部件組對后出 現(xiàn)定位焊縫開裂。加大定位焊縫的長度和角焊縫焊腳 高度。由于定位焊縫開裂導(dǎo)致構(gòu)件整 體尺寸變化的,應(yīng)該返工重新組對。9主要鉆孔定位基 準(zhǔn)線或基準(zhǔn)面隨 意。孔邊毛刺不清 理。對每一組螺栓孔中心,應(yīng)從構(gòu)件中部 位置作為基準(zhǔn)線或基準(zhǔn)面
3、,尤其對長 細(xì)比比較大的構(gòu)件的構(gòu)件更明顯。 凡 鉆孔后,均須對形成的孔邊毛刺予以 打磨清埋。10成口口構(gòu)件編標(biāo) 識不明顯,柱中心 線未作標(biāo)識。用簡單的方法做好編號標(biāo)識。 柱中心 線一般在“兩大面一小面”做標(biāo)記。11成品構(gòu)件在裝卸 倒運時,未米取成 品的保護措施。應(yīng)在詳圖設(shè)計時,多設(shè)臨時吊耳,安 后啟礙時割除。同時,鋼絲繩捆扎處 必須墊橡膠皮。12焊縫產(chǎn)生咬邊。1、選擇合適的焊接電流;2、采取短弧焊;3、掌握合適的焊接角度。13焊縫產(chǎn)生焊瘤。1、焊接電流要適當(dāng);2、裝配間隙要適當(dāng);3、加大鈍邊尺寸;4、坡口邊緣污物清埋干凈。14焊縫產(chǎn)生弧坑。1、熄弧前焊條間弧填滿熔池; 2、焊接電流要適當(dāng)。15
4、焊縫產(chǎn)生氣孔。1、選擇合適的焊接電流;2、采取短弧焊;3、清埋焊接區(qū)表面油、銹等污物;4、焊前焊條烘干。16焊縫產(chǎn)生夾渣。1、仔細(xì)清埋熔渣;2、稍微提高焊接電流,加快焊接速 度;3、加大坡口角度,增加根部間 隙;4、正確掌握運條方法。17焊縫產(chǎn)生冷裂紋。1、預(yù)熱、使用低氫型、韌性好、抗 裂性好的焊條;2、正確安排焊接順序;3、進行預(yù)熱或后熱控制層間溫度,選用合適的焊接規(guī)范;4、焊前焊條烘干,選用難吸潮焊條 或低氫型焊條,坡口除銹干凈。18焊縫產(chǎn)生未焊透。1、焊接電流要適當(dāng);2、坡口角度或間隙放大;3、鈍邊放小;4、檢查超聲波探傷才氏告結(jié)果。19焊縫產(chǎn)生焊接受 形。1、適當(dāng)加快焊接速度;2、使用
5、小電流;3、正確安排焊接順序;4、使用夾具等充分約束。20焊縫產(chǎn)生飛濺。1、焊接電流要適當(dāng); 2、盡量防止磁吹偏; 3、改用直流反接法; 4、焊前焊條烘干; 5、采取短弧焊。一防腐質(zhì)量通病現(xiàn) 狀治理控制措施21噴砂或拋丸時,構(gòu) 已表面有氧肥鐵 皮、殘留鐵銹,達(dá) /、到設(shè)計要錄。1、拋丸機行走小車速度要保證拋丸或噴砂質(zhì)量;2、調(diào)整好拋頭角度;3、保證夜間照明;4、隨時做好質(zhì)量自檢,確保達(dá)到設(shè) 計標(biāo)準(zhǔn)要錄。22涂裝前構(gòu)件表面 宥油污。1、防止吊車和其它機械設(shè)備漏油; 2、構(gòu)件上有油污及時清埋。23涂裝刖構(gòu)件上有 藥皮、飛濺、焊疤、 毛刺。1、認(rèn)真執(zhí)仃工序父接制度;2、裝配、焊接工序未完成,構(gòu)件不
6、允許進入涂裝現(xiàn)場。24涂蕓前構(gòu)件粘有 灰土、泥沙等污 染。1、除過銹的構(gòu)件要禺開除銹現(xiàn)場;2、除過銹的構(gòu)件在4小時內(nèi)完成涂 裝。25身強螺栓摩擦回 殘留氧化鐵皮、鐵 銹、毛刺、油漆等。1、保證除銹工序質(zhì)量;2、鉆孔后及時打磨毛刺;3、切割板邊緣后清除毛刺。26漆膜返銹。1、涂裝前清凈構(gòu)件基層鐵銹、灰土、 水份、咕污;2、除銹后及時涂裝;3、涂刷均勻,不出針孔,達(dá)到設(shè)計要求涂層厚度。27連接板等小件局 部漏刷油漆。1、技術(shù)人員向涂裝人員進行現(xiàn)場交 底;2、給涂裝人員創(chuàng)造良好的施工 條件。28漆膜起皺、流墜。1、檢查油漆粘度,稀釋劑摻兌合適;2、涂刷均勻;3、底、中、面漆逐層干后再涂裝。29漆膜起
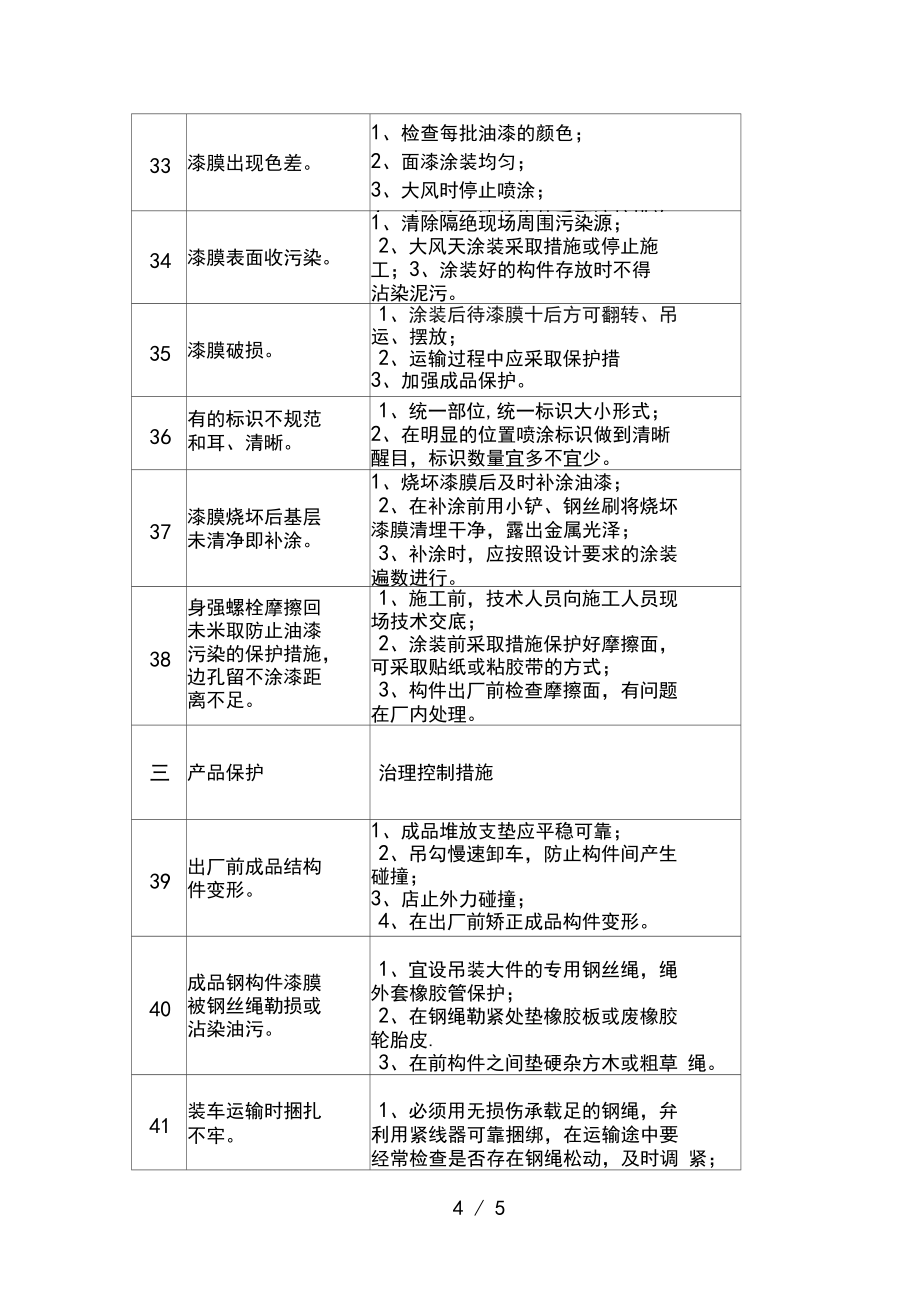
7、泡。1、噴涂時,保持壓縮空氣干燥; 2、雨天或溫度超過85%寸禁止; 3、氣溫超過43 c時不宜涂漆。30漆膜厚度達(dá)/、到 設(shè)計要求。1、保證油漆適合粘度;2、堅持油漆質(zhì)量檢查監(jiān)督制度;3、保證涂刷遍數(shù);4、漆膜厚度的提高,重在保證底漆 和中間漆厚度。31漆膜翹皮、脫落。1、清凈構(gòu)件基層鐵銹、灰土、水份、 油污;2、濕度超過規(guī)范要求停止涂裝;3、清除干凈附著不牢的殘留的氧化 鐵皮。32漆膜表面/、光滑。1、涂裝前處理好構(gòu)件基層,尤其是清 除殘留在表面的砂粒灰塵;2、保證油漆適合粘度;3、均勻涂刷。33漆膜出現(xiàn)色差。1、檢查每批油漆的顏色;2、面漆涂裝均勻;3、大風(fēng)時停止噴涂;4、對已涂面漆的構(gòu)
8、件采取遮護措施。34漆膜表面收污染。1、清除隔絕現(xiàn)場周圍污染源;2、大風(fēng)天涂裝采取措施或停止施 工;3、涂裝好的構(gòu)件存放時不得 沾染泥污。35漆膜破損。1、涂裝后待漆膜十后方可翻轉(zhuǎn)、吊 運、擺放;2、運輸過程中應(yīng)采取保護措3、加強成品保護。36有的標(biāo)識不規(guī)范 和耳、清晰。1、統(tǒng)一部位,統(tǒng)一標(biāo)識大小形式; 2、在明顯的位置噴涂標(biāo)識做到清晰 醒目,標(biāo)識數(shù)量宜多不宜少。37漆膜燒壞后基層 未清凈即補涂。1、燒壞漆膜后及時補涂油漆;2、在補涂前用小鏟、鋼絲刷將燒壞 漆膜清埋干凈,露出金屬光澤;3、補涂時,應(yīng)按照設(shè)計要求的涂裝 遍數(shù)進行。38身強螺栓摩擦回 未米取防止油漆 污染的保護措施, 邊孔留不涂漆
9、距 離不足。1、施工前,技術(shù)人員向施工人員現(xiàn) 場技術(shù)交底;2、涂裝前采取措施保護好摩擦面, 可采取貼紙或粘膠帶的方式;3、構(gòu)件出廠前檢查摩擦面,有問題 在廠內(nèi)處理。三產(chǎn)品保護治理控制措施39出廠前成品結(jié)構(gòu) 件變形。1、成品堆放支墊應(yīng)平穩(wěn)可靠;2、吊勾慢速卸車,防止構(gòu)件間產(chǎn)生 碰撞;3、店止外力碰撞;4、在出廠前矯正成品構(gòu)件變形。40成品鋼構(gòu)件漆膜 被鋼絲繩勒損或 沾染油污。1、宜設(shè)吊裝大件的專用鋼絲繩,繩 外套橡膠管保護;2、在鋼繩勒緊處墊橡膠板或廢橡膠 輪胎皮.3、在前構(gòu)件之間墊硬雜方木或粗草 繩。41裝車運輸時捆扎 不牢。1、必須用無損傷承載足的鋼繩,弁 利用緊線器可靠捆綁,在運輸途中要 經(jīng)常檢查是否存在鋼繩松動,及時調(diào) 緊;2、貝貢運輸?shù)娜藛T貢任心要強。42裝車運輸時,構(gòu)件 之間未采取支
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯(lián)系上傳者。文件的所有權(quán)益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網(wǎng)頁內(nèi)容里面會有圖紙預(yù)覽,若沒有圖紙預(yù)覽就沒有圖紙。
- 4. 未經(jīng)權(quán)益所有人同意不得將文件中的內(nèi)容挪作商業(yè)或盈利用途。
- 5. 人人文庫網(wǎng)僅提供信息存儲空間,僅對用戶上傳內(nèi)容的表現(xiàn)方式做保護處理,對用戶上傳分享的文檔內(nèi)容本身不做任何修改或編輯,并不能對任何下載內(nèi)容負(fù)責(zé)。
- 6. 下載文件中如有侵權(quán)或不適當(dāng)內(nèi)容,請與我們聯(lián)系,我們立即糾正。
- 7. 本站不保證下載資源的準(zhǔn)確性、安全性和完整性, 同時也不承擔(dān)用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 工業(yè)智能化與人力資源的變革
- 工業(yè)安全與智能制造的關(guān)系
- 工業(yè)污染源監(jiān)測的新技術(shù)動態(tài)
- 工業(yè)物聯(lián)網(wǎng)在生產(chǎn)車間的應(yīng)用實踐
- 工業(yè)自動化中機器視覺算法優(yōu)化探討
- 工業(yè)能源管理與節(jié)能減排技術(shù)應(yīng)用
- 工業(yè)綠色化與節(jié)能減排技術(shù)
- 工業(yè)級智能硬件產(chǎn)品的設(shè)計要求與標(biāo)準(zhǔn)
- 工業(yè)火災(zāi)防控策略與方法
- 工業(yè)設(shè)計在制造業(yè)的未來應(yīng)用
- 聯(lián)合排水試驗報告
- 2023江西管理職業(yè)學(xué)院教師招聘考試真題匯總
- 自動焊錫機方案
- 銀行固定資產(chǎn)自查報告
- 最完整工資條模板-工資條模版
- 精通五年級下冊英語教材解讀課件
- 23秋國家開放大學(xué)《小學(xué)語文教學(xué)研究》形考任務(wù)1-5參考答案
- 《化妝品監(jiān)督管理條例》解讀
- 易導(dǎo)致患者跌倒的藥品目錄
- XXX垃圾填埋場初步設(shè)計
- 普外科科室規(guī)章制度模板
評論
0/150
提交評論