

版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
1、作者:日期:第 16 章 玻璃的加工成形后的玻璃制品 ,除了極少數(shù) (如瓶罐等 )能直接符合要求外, 大多還需進行加工, 以得 到符合要求的制品; 某些平板玻璃在進行工藝加工前, 還需對玻璃原片進行加工處理。 加工 可以改善玻璃的外觀和表面性質 ,還可進行裝飾。本章主要介紹玻璃的冷加工及熱加工,現(xiàn)分述如下。16.1 玻璃的冷加工玻璃的冷加工又稱機械加工, 在常溫下, 通過機械方法來改變玻璃及玻璃制品的外形和 表面狀態(tài)的過程,稱為冷 (機械)加工。 冷(機械) 加工的基本方法有: 研磨與拋光、切割、 磨砂、噴砂、刻花、砂雕、鉆孔和切削等。16.1。1 研磨與拋光玻璃的研磨與拋光是將不平整玻璃表面
2、進行加工, 成為平整而光潔的表面; 或者是將玻 璃毛坯制品的形狀、 尺寸經(jīng)研磨和拋光, 達到規(guī)定的形狀和尺寸要求, 而且表面又很光潔的 冷加工方法。 目前玻璃的研磨和拋光, 使用最多的是光學玻璃和眼鏡片的加工; 特殊情況下 使用的壓延法夾絲平板玻璃需要研磨與拋光; 微晶玻璃基片和某些方法生產(chǎn)的超薄玻璃基片 等也需要研磨和拋光。玻璃的研磨分粗磨和細磨, 粗磨是用粗磨料將玻璃表面或制品表面粗糙不平或成形時余 留部分的玻璃磨去,有磨削作用 ,使制品具有需要的形狀和尺寸,或平整的面。開始用粗磨 料研磨,效率高,但玻璃表面留下凹陷坑和裂紋層 ,需要用細磨料進行細磨,直至玻璃表面 的毛面狀態(tài)變得較細致,再
3、用拋光材料進行拋光,使毛面玻璃表面變成透明、光滑的表面,并具有光澤。研磨、拋光是兩個不同的工序,這兩個工序合起來 ,稱為磨光 .經(jīng)研磨、拋光后 的玻璃,稱磨光玻璃。16.1。1.1 玻璃研磨與拋光的機理多年來,機械研磨、拋光機理,各國學者研究的很多,共存的見解歸納起來 ,有三類不同的理論 :磨削作用論;流動層論;化學作用論 .磨削作用論 :對于研磨,較多學者認為以磨削開始。1665 年虎克提出研磨是用磨料將玻璃磨削到一定的形狀 ,拋光是研磨的延伸;從而使玻璃表面光滑,純粹是機械作用。這一認 識延續(xù)至十九世紀末 .流動層論:以英國學者雷萊、培比為代表,認為玻璃拋光時,表面有一定的流動性,也稱可塑
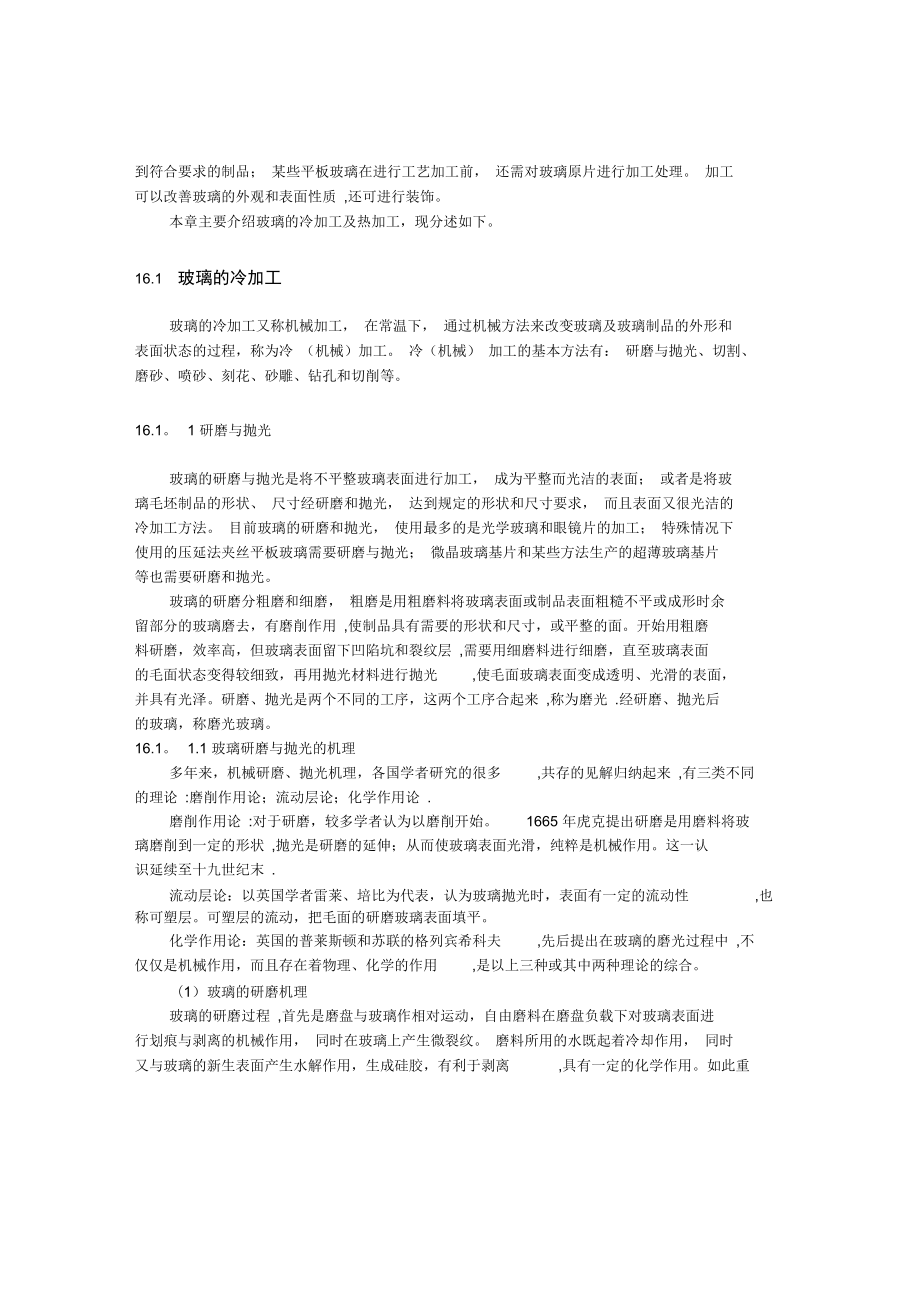
4、層。可塑層的流動,把毛面的研磨玻璃表面填平。化學作用論:英國的普萊斯頓和蘇聯(lián)的格列賓希科夫,先后提出在玻璃的磨光過程中 ,不僅僅是機械作用,而且存在著物理、化學的作用,是以上三種或其中兩種理論的綜合。(1)玻璃的研磨機理玻璃的研磨過程 ,首先是磨盤與玻璃作相對運動,自由磨料在磨盤負載下對玻璃表面進 行劃痕與剝離的機械作用, 同時在玻璃上產(chǎn)生微裂紋。 磨料所用的水既起著冷卻作用, 同時 又與玻璃的新生表面產(chǎn)生水解作用,生成硅膠,有利于剝離,具有一定的化學作用。如此重16 1所示.圖16 1研磨玻璃斷面(凹陷層及裂紋層 )復進行,玻璃表面就形成了一層凹陷的毛面,并帶有一定深度的裂紋層,如圖h 平均
5、凹陷層f 平均裂紋層F 最大裂紋層根據(jù)蘇聯(lián)學者卡恰洛夫研究,認為凹陷層的平均深度h,決定于磨料的性質與顆粒直徑其關系為:h=K1D(16-1)式中K1為不同磨料的研磨常數(shù),見表16 1D為磨料平均直徑這時產(chǎn)生的裂紋層的平均深度f與凹陷層的平均深度h的關系為f=2.3h( 16-2)而最大裂紋層深度:F=3。74.0h(16-3)表16-1 各種磨料的研磨常數(shù)磨料種類石英砂石榴石剛玉碳化硅碳化硼K10。170.220。270。280。33不同化學組成的玻璃,其物理、力學、化學等性能均有差異,這對研磨表面生成的凹陷層深度和裂紋層深度都有很大影響。表16-2為各種不同玻璃都用 105150微米的碳化
6、硅磨,機械強度料,在相同的研磨條件下所得的凹陷層深度和裂紋層深度的比較。從表中看出高的玻璃,凹陷層深度和裂紋層深度都比較小。表162玻璃性質與凹陷層和裂紋層深度的關系玻璃的物理力學匕匕 厶冃 性凹陷層平裂紋層最大深度F/ pm磨除量玻璃名稱比 重/g cm 3顯微硬度/Pa顯微抗拉強度/Pa彈性模量/Pa泊松比均深度H/ g(10min)/cm3重鉛玻璃6.002840X106844 X1064940 X1070。25560 652402553.20重燧玻璃4.603924X1061110 X1065850 X1070.25758 602302552.12燧石玻璃3。664415X106153
7、0 X1067500 X1070.23750 552202231。45鋇冕玻璃2.884905X1061590 X1067490 X1070.21244521801911.26冕玻璃2。535540X1062090 X1067820 X1070.21742 481741910。91石英玻璃2.207848X1063440 X1066960 X1070.13634 401481560.45將原始毛坯玻璃研磨成精確的形狀或表面平整的制品,一般研磨的磨除量為 0。21毫米,或者更多些。所以要用較粗的磨料,以提高效率但由于粗顆粒使玻璃表面留下的凹陷層深度和裂紋層深度很大,不利于拋光。必須使研磨表面的凹
8、陷層和裂紋層的深度盡可能減小, 所以要逐級降低磨料粒度 ,以使玻璃毛面盡量細些。一般最后一級研磨的玻璃毛面的凹陷層 平均深度h為34微米,最大裂紋深度F為1015微米。(2) 玻璃的拋光機理對玻璃的拋光機理的認識,目前存在著不同的見解,有些見解還帶有假說性質,比較公認的是相互交錯的機械、化學和物理化學作用的概念,來解釋拋光過程的生產(chǎn)效率及拋光表面質量的影響等比較確切。玻璃拋光時,除將研磨后表面的凹陷層(34微米)全部除去外,還需要將凹陷層下面的裂紋層(直1015微米)也拋光除去。這個厚度雖比研磨時磨除的厚度小得多(僅為研磨時磨去的厚度的1/201/40),但拋光過程所需時間卻比研磨過程多得多(
9、為研磨時間的2倍或更多),即拋光效率比研磨效率低得多。2影響玻璃研磨過程的主要工藝因素玻璃研磨過程中標志研磨速度和研磨質量的是磨除量(單位時間內被磨除的玻璃數(shù)量) 和研磨玻璃的凹陷層深度。磨除量大即研磨效率高,凹陷層深度小則研磨質量好。工藝因素 中某些只對其中一項有影響,也有對二項均有影響,但常常對一項有好的影響,而對另一項起相反的作用。各項工藝因素的影響分述如下(1)磨料性質與粒度磨料的硬度大,通常研磨效率高,參見表16 3所示。金剛砂和碳化硅的研磨效率都比石英砂高得多。但硬度大的磨料使研磨表面的凹陷深度較大,這從上面的公式(16-1)和表16-1可以明顯看出磨粒顆粒度大小與玻璃磨除量的關系
10、見圖162,磨除量是隨粒度的增大而增加。根據(jù)公式16-1,研磨玻璃凹陷深度是隨粒度的增大而增加,即研磨質量是隨粒度增大而變壞。為此,在研磨剛開始時,用較粗的粒度,提高研磨效率,以便在較短時間內使玻璃制品達到合適的外形或表面平整。之后,用細磨料逐級研磨,以使研磨質量逐步提高,最后 達到拋光要求的表面質量。圖162磨料粒度與研磨效率關系表163玻璃磨料的性能密度研磨效率比值名稱組成顏色/g Zm-3莫氏硬度顯微硬度金剛砂C無色3.43。61098100岡U玉Al 2O3褐、白3。94。091962025600電熔剛玉Al 2O3白、黑3。 04。 0919620256002 3。5碳化硅SiC綠、
11、黑3.1 3。399.3 9.752840032800碳化硼B(yǎng)4C2.59.547200481002。5 4。5石英砂SiO2白2。679810108001(2) 磨料懸浮液的濃度和給料量磨料懸浮液一般由磨料加水制成懸浮液使用。水不僅使磨料分散、均勻分布于工作面,并且?guī)ё哐心ハ聛淼牟A樾迹鋮s摩擦產(chǎn)生的熱,以及促成玻璃表面水解成硅膠薄膜所以水的加入量對研磨效率有一定影響。通常以測量懸浮液比重或計算懸浮液的液固比來表示懸浮液的濃度,各種粒度的磨料都有它最適宜的濃度,過大或過小,都影響研磨效率,如圖16-3所示。磨料濃度過小,還會使研磨表面造成傷痕。磨料的給料量對研磨效率的影響如圖164 所示.
12、J¥ftA厶«jwf fil iL1丄J1圖16-3磨料濃度與研磨效率關系圖16-4磨料給料量與研磨效率關系從圖中的曲線可以看出,研磨效率是隨著磨料給料量的增加而提高,但到一定程度后, 如再增加磨料給料量,研磨效率提高的速度減慢,甚至再增加給料量,研磨效率不再提高,所以每種粒度的磨料都有一定的最適宜的給料量。(3) 研磨盤轉速和壓力研磨盤的轉速和壓力與研磨效率都成正比關系。磨盤轉速快,將磨料往外甩的就多;壓力增大,磨料的磨損度也顯著增加。所以都必須相應提高磨料的給料量,否則不僅研磨效率不會增加,甚至降低,還會出現(xiàn)傷痕等缺陷。磨盤轉速和壓力與研磨效率的關系見圖16-5、16-
13、6。量除磨璃玻量除磨璃玻磨盤壓力/kPa圖16 5磨盤轉速與研磨效率關系圖16-6磨盤壓力與研磨效率關系(4)磨盤材料磨盤材料硬度大能提高研磨效率。鑄鐵材料的研磨效率為1,有色金屬則為 0.6,塑料僅為0.2。但硬度大的研磨盤使研磨表面的凹陷深度也較深。而硬度小的塑料盤,可使玻璃的 凹陷深度比鑄鐵盤降低30% 因此,如最后一級粒度的磨料用塑料盤,就可大大縮短拋光時間。(5)玻璃的化學組成玻璃的化學組成對研磨效率和凹陷深度的影響,已列在表16-2,質軟的玻璃易研磨,但留下的凹陷深度較大。16.1。1。3影響玻璃拋光過程的主要工藝因素研磨后的玻璃表面有凹陷層,下面還有裂紋層,因此玻璃表面是散光而不
14、透明的。必須把凹陷層及裂紋層都拋去,才能獲得光亮的玻璃。 因而,總計要拋去玻璃層厚度 1015微米. 對于光學玻璃等要求高的玻璃,必須把個別大的裂紋也拋去,則總拋去厚度還要多在一般生產(chǎn)條件下,玻璃的拋光速度僅815微米/小時,因此所需拋光時間比研磨時間長得多減少玻璃研磨的凹陷深度,就是縮短拋光時間。常常在研磨的最后階段用細一些磨料或用軟質的磨 料盤等措施來獲得研磨表面淺的凹陷層。另外采用合適的工藝條件,也能提高拋光效率而縮短加工時間影響拋光的工藝因素分述如下。(1) 拋光材料的性質、濃度和給料量在表16 4中,已列出各種拋光材料的拋光能力,氧化鈰、氧化鋯比常用紅粉的拋光效率高水在拋光過程比在研
15、磨過程中所起的化學一物理化學作用更為明顯,因此拋光懸浮液 濃度對拋光效率的影響是很敏感的。若使用紅粉,一般以比重1.101。14為宜剛開始拋光時,采用較高的濃度,以使拋光盤吸收較多的紅粉,玻璃表面溫度也可提高,拋光效率高。但拋光的后一階段則逐步降低,否則由于玻璃表面溫度過高而破裂,同時紅粉也易于在拋光盤表面形成硬膜,使玻璃表面擦傷拋光懸浮液的給料量,如圖16-7所示,用量多,效率增加, 但過量時,效率反而降低,各種不同的條件下都有最適宜的用量。紅粉給料量/g圖167紅粉給料量與拋光效率關系表16-4 玻璃拋光材料的性能名稱組成顏色比重/g cm-3莫氏硬度拋光能力/mg min-1紅粉Fe?O
16、3赤、褐5.25。15.55。60。56氧化鈰CeO2淡黃7。360.881.04氧化鉻Cr2O3綠5。26 7.50。28氧化鋯ZrO2白5。7 6.25.5 6.50.78氧化釷ThO2白、褐9.7671。26(2)拋光盤的轉速和壓力拋光盤的轉速和壓力與拋光效率之間存在著正比關系。轉速和壓力增大,拋光材料和玻璃的作用機會加多、加劇,玻璃表面溫度增高,反應加速。反之就低。拋光盤轉速和壓力增大的同時必須相應增加拋光材料懸浮液給料量,否則,玻璃溫度過高易破,也易產(chǎn)生擦傷(3) 周圍空間溫度和玻璃溫度玻璃表面溫度與拋光效率間的關系,如圖168所示,拋光效率隨表面溫度的升高而增加,周圍空間溫度對玻璃
17、表面溫度有影響多特別在氣溫低的時候,沒有保暖措施,玻璃表面溫度提不高,拋光效率也就不能提高,如圖16 9,周圍空間溫度從 5C提高到20C,拋光效率幾乎增加一倍,超過30 C增加速度就緩慢。因此為了捉高拋光效率,拋光操作環(huán)境溫度宜維持25C左右.玻璃表面溫度廠 c圖16-9周圍環(huán)境溫度對拋光效率的影響圖16 8玻璃表面溫度對拋光效率的影響(4) 拋光懸浮液的性質紅粉懸浮液氫離子濃度對拋光效率的關系見圖16-10.pH在39范圍內是最適宜的,過大或過小均不好。加入各種鹽類如硫酸鋅、硫酸鐵等,可起加速作用。圖16-10紅粉中氫離子濃度對拋光效率的影響(5) 拋光盤材質:一般拋光盤都用毛氈制作,也有
18、用呢絨、馬蘭草根等。粗毛氈或半粗 毛氈的拋光效率高、細毛氈和呢絨的拋光效率低。裝飾器皿玻璃表面的刻花、磨琢線條、花 紋也是用研磨方法,但它是用小尺寸的鐵輪、銅輪加磨料和水進行的,或砂輪加水進行。玻璃制品表面深刻,常用粗磨和細磨再進行拋光草刻和雕刻則使用不同號的磨料 (或砂輪)磨輪 直徑、厚度、硬度、端面形狀不盡一致,通過它能在玻璃表面刻出深淺不同、毛面度不同、形狀各異的復雜圖案。圖案層次分明部分還可經(jīng)拋光使其更明亮,從而達到提高玻璃器皿美感的效果16。1.1。4研磨與拋光材料由于玻璃研磨時,機械作用是主要的,所以磨料的硬度必須大于玻璃的硬度常用的磨料性能列于表16 3。光學玻璃和日用玻璃研磨加
19、工余量大,所以一般用剛玉或天然金剛砂研磨效率高平板玻璃的研磨加工余量小,但面積大,用量多,一般采用價廉的石英砂。常用拋光材料有紅粉(氧化鐵)、氧化鈰、氧化鉻、氧化鋯、氧化釷等,日用玻璃加工 也有采用長石粉的。各種拋光材料的性能見表16-4。紅粉是a -Fe2O3結晶,為玻璃拋光材料中使用得最早最廣泛的材料。氧化鈰和氧化鋯的拋光能力比紅粉高,由于他們的價格較紅粉高,應用上還沒有紅粉廣泛。對拋光材料的要求,除了須有較高的拋光能力外,必須不含有硬度大、顆粒大的雜質,以免對玻璃表面造成劃傷玻璃研磨作業(yè)的不同階段 ,需要不同顆粒度磨料,通常要進行分級處理。回收的廢磨料經(jīng)分 級處理后也可再用對顆粒較粗的粒
20、級,可用過篩法分級,較細的粒級則需用水力分級法進行 分級。新型拋光技術對于光學玻璃加工,傳統(tǒng)的研磨及拋光方法,從精度和效率方面已不適應目前發(fā)展了許多新的加工技術,如數(shù)控研磨和拋光技術、離子束拋光技術、應力盤拋光技術、超光滑表 面加工技術、延展性磨削加工、彈性發(fā)射拋光法、激光拋光、震動拋光等,這些新技術,已 完全適應光學領域迅猛發(fā)展的要求。光學透鏡新的加工技術,都邊檢測、邊修正,不僅加工 精度高,而且加工速度提高幾倍到幾十倍,對人工技術的依賴性已很小,新研磨和拋光技術的智能化程度都很高,重復精度高。數(shù)控研磨和拋光、應力盤拋光技術等,專門針對球面和 非球面光學透鏡的加工,非常專業(yè)化。這里只介紹幾種
21、通用的新拋光技術。(1) 浴法拋光:浴法拋光是指工件和拋光盤都浸在拋光液中,所用裝置示意圖見圖1611。1塑料浴槽;2 拋光液;3 攪拌器;4拋光盤;5 玻璃工件拋光液的深度以設備靜止時淹沒工件1015mm為宜,攪拌器是使拋光液處于懸浮狀態(tài),不產(chǎn)生沉淀,拋光玻璃時一般使用氧化鐵(紅粉)、氧化鋁等拋光材料,幾種玻璃材料浴法拋光的效果見表 16 5.表165浴法拋光效果玻璃材料名稱與牌號磨料表面粗糙度/nm光學玻璃F4Al 2O3 (超級)1光學玻璃BK-7Al 2。3(超級)0.6硼硅酸鹽玻璃Duran50Al 2O3 (超級)0。5石英玻璃HerasilAl 2。3(超級)0。5石英玻璃 Ho
22、mosilAl 2O3 (超級)0。3石英晶體Al 2O3 (超級)0。4(2)離子束拋光:離子束拋光是玻璃工件在傳統(tǒng)拋光后,用來進一步提高拋光精度的補充拋光方法。先在真空(1.33Pa)條件下,將惰性氣體(氬、氟、氙等)原子使用高頻或放電 等方法使之成為離子,再用2025kV的電壓加速,然后碰撞到位于1。33X103Pa真空度的真空室內的被加工工件表面上,將能量直接傳給工件材料原子,使其逸出表面而被去除。這種方法可以使工件去除厚度達1020 m,是典型的用物理碰撞方法進行的拋光技術,一般情況下表面粗糙度可達0。01呵,精度高的達0.6nm。(3)等離子體輔助拋光:等離子體輔助拋光是利用化學反
23、應來去除表面材料而實現(xiàn)拋光的方法,采用特定氣體,制成活性等離子體,當活性等離子體與工件表面作用,發(fā)生化學反應,生成易揮發(fā)的混合氣體,從而將工件表面材料去除。如石英玻璃,用CF4拋光氣體,激勵為等離子體后與石英玻璃表面的反應為:SiO2+CF4= =SiF4f +CO2T等離子體輔助拋光通常需在1。3x102pa真空環(huán)境下進行,效率高,表面質量好,表面粗糙度小于0。5nm。切割與鉆孔在玻璃機械加工中往往需要進行切割、鉆孔,如玻璃門、屏風等通常先切割成要求的尺寸和安裝的孔后,再進行其它加工16.1.2.1 切害 V切割是利用玻璃的脆性和殘余應力,在切割點加一刻痕造成應力集中,使之易于折斷。 對不太
24、厚的板、管,均可用金剛石、合金刀或其他堅韌工具在表面刻痕,再加折斷。為了增 強切割處應力集中,也可在刻痕后再用火焰加熱,更便于切割。如玻璃杯成形后有多余的料 帽,可用合金刀沿圓周刻痕,再用扁平火焰沿圓周加熱,即可割去。切割是玻璃裝飾加工最基本最常用的一種方法。切割分劃切和鋸切兩種。前者多用于較薄玻璃板、管、瓶頸;而后者則主要針對較厚的或條塊狀玻璃。(1)劃切 劃切是利用玻璃的脆性、抗張應力低和有殘余應力的性能,在切割處加一刻 痕,造成局部應力集中,易于折斷。如用玻璃刀切割平板玻璃。又如平板玻璃用刀輪在線橫 切、縱切、掰斷等。劃切常用工具有:在黃銅端部鑲嵌金剛石的玻璃刀以及切較硬較厚玻璃的硬質合
25、金刀 輪。硬質合金如鎢鈷合金,切割玻璃如圖16 12所示。圖1612硬質合金刀輪切割玻璃示意圖在劃切玻璃時應加水或煤油等液體冷卻,對切口和切割工具壽命都有好處。(2) 鋸切鋸切是利用玻璃的脆性進行磨切早期多用金屬圓盤旋轉或金屬鋼絲拉動外加研磨液的方法,但七、八十年代后已很少采用了。現(xiàn)多用金剛石鋸片或碳化硅鋸片來切割。金剛石鋸片是把金剛砂顆粒鑲嵌在圓形鋸片邊緣鋸齒部分而成。結合劑用青銅。冷卻劑大多用水,少數(shù)用煤油。其切割速度比砂輪快 45倍。碳化硅鋸片是把碳化硅的各種粗細顆粒和 酚醛樹脂結合劑結合在一起,經(jīng)成型、加壓、硬化制成。切割時也要加水冷卻。16.1。22 鉆孔對玻璃進行裝飾加工往往需要穿
26、孔或鉆孔。穿孔常用的方法有機械法,如研磨鉆孔、鉆床鉆孔。還有其他方法如沖擊鉆孔、超聲波鉆孔、激光鉆孔等。其中激光鉆孔將在熱加工中 敘述.(1)機械穿孔法錯誤! 研磨鉆孔。研磨鉆孔法有兩種一種是用金屬(例如銅或黃銅)實心棒狀鉆頭 或取芯管狀鉆頭(鉆較大孔徑時用)加研磨液進行研磨式鉆孔。研磨液多用碳化硅磨料加水而成。磨料粒度一般用 80100號。另一種是用金屬鉆頭(實心棒狀或取芯管狀)表面鍍有金剛砂,外加冷卻劑(水)磨削 鉆孔。這種鉆頭鉆孔效率高 研磨鉆孔法孔徑范圍一般為3100mm.錯誤! 鉆床鉆孔.此法類似金屬鉆孔。它是用碳化鎢或硬質合金鉆頭,加冷卻水、輕油或松節(jié)油之類冷卻,在玻璃指定部位切削
27、鉆孔。鉆孔速度比鉆金屬孔慢。適用孔徑范圍3 15mm.用機械法穿孔時,必須注意將切削液循環(huán)于孔的內部深處。 另外,為了防止孔的周邊生 成類似貝殼狀的缺陷,一般將孔打到板面的一半時,翻過來再從反面打通。或者在玻璃背面 加貼另一片玻璃一起打孔.(2)沖擊鉆孔法此法是利用鉆孔鑿子在電磁震蕩器的控制下連續(xù)沖擊玻璃表面進行打孔。鑿子用硬質合金材料制成.電磁震蕩器可產(chǎn)生每分鐘達 2000次以上的沖擊頻率.(3)超聲波鉆孔法這是一種精度高的鉆孔方法。它是利用超聲波發(fā)生器,使加工工具發(fā)生振幅2050 pm,頻率為1630千赫的振動。在振動工具和玻璃間注入研磨液。由于 磨料只起到一次的錘擊作用,且一次加入量又非
28、常少,因而變形很小,表面光潔度高,精度好。又由于振動頻率高,故加工效率高,每分鐘可達幾百個立方毫米。孔的形狀也不限于圓形,且能同時穿幾個孔。超聲波鉆孔示意圖如圖16-13:圖16 13超聲波加工的鉆孔示意圖1 主軸;2超聲波振蕩器;3 噴霧冷卻水;4 海綿;5 磁致伸縮振子;6錐體;7 冷卻水岀口;8 固定磨頭的發(fā)蘭盤;9 容器;10 工具;11混合液容器;12被加工玻璃;13 帶動加工物旋轉的電機;14砝碼;15油壓裝置;16 磨頭16.1 。 3噴砂及砂雕16.1。3。1 噴砂噴砂即用噴槍向玻璃制品表面噴射石英砂或金剛砂等磨料,使其形成毛面,產(chǎn)生透光而不透視效果的加工方法如果利用鏤空模板使
29、噴砂形成花紋圖案或文字,則稱其為砂雕。(1) 噴砂的基本原理:高速噴向玻璃表面的砂流產(chǎn)生沖擊力,使玻璃表面形成縱橫交錯的微裂紋,進一步的沖擊使微裂紋擴展及新微裂紋產(chǎn)生,達到一定程度時玻璃表面質點就呈貝殼狀剝落,從而形成粗糙的表面,光線照射后產(chǎn)生散射效應,呈現(xiàn)不透明或半透明的狀態(tài)。(2) 噴砂工序:噴砂過程是在噴砂設備內完成。噴砂設備包括噴砂機、壓縮空氣系統(tǒng)和磨料處理裝置。噴砂機根據(jù)高速噴射的能源不同有四種形式:氣壓噴砂機,真空噴砂機,蒸汽噴砂機和特種高壓噴砂機。 一般工廠均采用氣壓噴砂,即利用壓縮空氣或高壓風機產(chǎn)生 的高速氣流噴砂。(3) 氣壓噴砂機包括:工作室,料斗,噴槍及吸砂管,壓縮空氣管
30、及除塵裝置。工作 室在噴砂操作過程中封閉以防止粉塵飛揚。壓縮空氣經(jīng)氣管通入噴槍。 高速氣流所形成的負壓將料斗中的磨料由吸砂管吸入噴槍,并形成磨料射流由噴槍噴出,射向玻璃制品,完成噴砂。圖1614氣壓噴砂機的結構1 工作室;2 料斗;3 噴口; 4噴管;5 壓縮空氣閥門;6壓縮空氣管道;7 吸砂口 ;8錐形鐘罩;9噴嘴;10 噴砂嘴;11玻璃制品噴槍的噴嘴容易磨損,必須選擇合理的材料并勤于更換。噴嘴材料有硬質合金、精細陶瓷和碳化硼等,以硬質合金最為常用。壓縮空氣壓力為0。41.0MPa。可根據(jù)玻璃制品大小噴砂精細度要求等選用。噴砂所用磨料有石英砂、碳化硅、碳化硼、剛玉、玻璃細珠等。顆粒度一般為
31、0。060.12mm,0。120.25mm , 0.25-0。5mm三種級別。若花紋線條細密或雕刻圖案精致時,易采用光滑的細磨料;而若圖案粗獷或大面積噴砂時宜采用粗磨料。已使用過的磨料應回收,經(jīng)顆粒分級后再反復使用。噴砂玻璃的表面容易臟,并且缺少光澤要求高的產(chǎn)品要用氫氟酸和硫酸的混合液進行適 當處理。2 砂雕砂雕是在噴砂的基礎上發(fā)展 ,可以替代部分刻花、浮雕、透雕、立雕、鏤雕等多種雕刻 技法,還將砂雕與機械刻花、雕刻、化學蝕刻、施釉和上金結合起來,坯體不僅可利用無色 透明的玻璃,也可利用顏色玻璃套料的制品,進一步從平面砂雕發(fā)展到三維空間的新的裝飾方法,在同一玻璃制品上,根據(jù)花紋圖案的要求可得到
32、透明、半透明、不透明、乳濁光面、 浮濁毛面、多層彩色(坯體多次套薄層不同顏色的玻璃)、平面上層次不同的多種顏色 (坯體上同一部位套多次薄層不同顏色的玻璃或不同部位套不同顏色的薄層玻璃)和金色的多種裝飾效果.砂雕工序砂雕工藝流程為:設計制作鏤空圖案底版t底版貼在玻璃制品表面或加保護層t噴砂T除去保護層 t清洗干燥 T砂雕制品。鏤空圖案的底版可用紙、橡膠、金屬薄板等雕刻而成。紙制底版現(xiàn)在常用一種特殊紙, 一面涂有壓敏膠。將紙平覆玻璃上,輕微加壓,就可緊貼在玻璃表面上。然后用小刀在紙上雕刻圖案花紋,進行鏤空。特別適合于平板玻璃砂雕。 但缺點是不能深雕,且用紙是一次性的。鏤空底版也常用橡膠帶和 PVC
33、膠帶。橡皮膠帶背面涂有膠,可直接粘貼于玻璃表面, 易于雕刻鏤空.其中薄膠帶適合于淺雕,但也是一次性的;而厚橡膠帶可作深雕,并適合各 種形狀的玻璃制品,也能反復使用。PVC膠帶(聚氯乙烯)是合成制品,用其所制底版不易開裂,彈性好,能反復使用,且適合深雕.但刻制圖案稍難一些。金屬底版常用的是 0。52mm的鉛片或鋅片柔性及彈性均好,容易鏤空雕刻圖案,也 能緊貼于玻璃表面,使用壽命長,可反復使用幾十次,但不適合于制作精細圖案。涂保護層法主要適合于不規(guī)則形狀的玻璃制品和形狀特別復雜的玻璃工藝品。所涂保護層由無機材料加粘結劑配制而成。無機物主要有滑石粉、白堊粉等。粘結劑主要由松香、甘 油、瀝青、黃蠟、松
34、節(jié)油、動物膠等按一定比例配制。保護膠要現(xiàn)用現(xiàn)配,要按比例調配, 充分攪拌并加熱。施加保護膠層可采用浸入法,澆漿法,涂抹法和絲網(wǎng)印刷法保護膠要趁熱涂在玻璃表面,待適當固化后,就可用小刀雕刻或按絲網(wǎng)印刷程序(適合于精細圖文、 商標)制作鏤空花紋圖案,然后進行噴砂。砂雕用保護層配方見表166表16 6噴砂用保護層配方原料/g1234滑石粉105030060氧化鋅300甘油1350松香25清漆40瀝青600黃蠟30亞麻仁油1000松節(jié)油100100動物膠1001250水6001500在施加保護層以前,玻璃表面必須進行清潔處理,以洗去灰塵、油污、紙屑等,然后干 燥,以增加涂層的附著力,防止涂層開裂。施加
35、保護層的方法有浸入法、澆漿法、涂抹法和 絲網(wǎng)印刷法。對特殊形狀和復雜形狀的小型玻璃制品可將其浸入在保護膠中,片刻即取出 使保護膠均勻粘附在玻璃表面上。對大型復雜形狀的玻璃制品,如用浸入法所需保護膠數(shù)量大,可采用澆漿法,將保護膠澆在玻璃制品上,具體操作方法與陶瓷澆釉法相似。涂抹法系 用毛刷將保護膠涂在玻璃表面,特別適用于平板玻璃。對大面積平板玻璃,也可用膠輥涂抹, 一般需涂刷多次,涂層厚度與砂雕深度有關。16。1.4刻花與雕刻 16。1。4.1表面刻花(1)刻花的基本概念玻璃刻花是指玻璃表面上有許多刻面,這種多棱的刻面大大地提高玻璃光澤和折光效應,從而使刻花成為裝飾玻璃表面的最通用技術之一刻花又
36、分為草刻和精刻兩種。草刻是用電熔剛玉輪或礦輪(有時也用金剛石輪),根據(jù)加工圖案的不同要求,刻花輪的輪緣有不同的弧形和不同大小的角度,在磨輪上保持有充分的水對玻璃表面一次性隨意磨刻花草等圖案,不同的花紋可以用不同形狀的磨輪來完成,花紋不經(jīng)過粗磨、細磨、拋光幾個步驟,由磨輪一次完成,所以花紋呈半透明狀,國外稱花燈 籠,是低檔的刻花產(chǎn)品精刻是指玻璃表面刻有多棱的幾何花紋,刻面比較深,故又稱深刻 精刻面經(jīng)粗磨、細磨、拋光而呈全透明的平滑面,而起折光效果。對于壁不厚的鈉鈣玻璃,一般用草刻。精刻適合于含 PbO的折射率高的中鉛和高鉛玻璃,以及套色的玻璃制品(2)人工刻花工藝流程刻花過程實質是研磨和拋光的過
37、程,通過磨盤和磨料在玻璃表面研磨出多棱的紋樣,此時玻璃上磨刻之處是半透明的,然后經(jīng)過拋光,使玻璃上磨刻之處透明其工藝流程如下:玻璃制品粗磨料 水細磨料 水 拋光粉 水畫底稿J 粗磨磨料懸浮液細磨 磨料懸浮液拋光 拋光液清洗成品O, 1畫底稿時,可將玻璃制品放在回轉盤上,人工慢速回轉,以便將圓形玻璃制品表面用油漆或其他易于溶劑洗去的涂料畫成對稱的連續(xù)的花紋,以便刻花時按此底稿進行加工,通常采用紅丹、松香和松節(jié)油配制成的抗水性油漆,即使經(jīng)過幾道磨刻工序,也會保持設計圖輪廓,富余打樣線可用溶劑洗去。錯誤! 粗磨是在回轉的磨盤上進行,磨盤用熟鐵制成,工人手持玻璃制品,按打樣線壓在磨盤邊緣刻磨,磨盤的轉
38、速根據(jù)金屬盤的直徑和磨料的粒度而確定,圓周速度為4。57m/s,通常為6m/s,轉速一般為600800r/min.磨料采用金剛砂、剛玉 ,顆粒度為50150目, 細磨則用較細的磨料。粗磨的質量好壞對細磨有很重要的影響,決定細磨的效果。個別的深槽和傷痕是粗磨用顆粒過大的磨料造成,給細磨造成困難,磨去這些缺陷需要花費大量時間。錯誤! 細磨是在粗磨之后,用細顆粒磨輪在刻面上進一步的加工,使不透明的粗毛 面成為均勻、半透明的細毛面,細磨大都采用剛玉或金剛砂輪,顆粒度為220280號剛玉輪,鉛晶質玻璃用顆粒度為 180200號,加水就可進行操作.水一是帶走摩擦中產(chǎn)生的熱量,避免玻璃制品破裂,二是加速摩刻
39、效率,磨刻時發(fā)生化學反應,需要水的加入。(3) 鉛晶質玻璃的刻花鉛晶質玻璃的刻花可用金剛砂輪進行。粗磨時用粒度為80號的由酚醛塑料為粘結劑制成的綠色金剛砂磨輪,因酚醛塑料的粘合劑彈性好,不因砂輪的粒度大而在玻璃表面形成劃 痕,以提高生產(chǎn)率。細磨時用粒度為180號的剛玉輪進行,可得到潔凈光滑的表面,且生產(chǎn)率提高時鋒頭仍有足夠的穩(wěn)定性。刻制細線時,宜采用粒度為220280號的剛玉輪.(4) 玻璃表面自動刻花目前根據(jù)工作原理有程序控制自動刻花機和光學控制自動刻花機。¥昔誤!程序控制自動刻花機,如德國的BM3BS型的工作原理是先把要加工的花紋圖案,在坐標圖上畫出曲線,再把曲線整理成數(shù)字程序,
40、根據(jù)數(shù)字程序來銃制凸輪,刻花機對玻璃制品進行刻花,就是用凸輪來控制玻璃制品的旋轉與走刀,使磨輪在玻璃制品表面刻出花紋,見圖16-15示意圖,玻璃制品的旋轉與走刀由凸輪在0o300o范圍內的運行來實現(xiàn),并保留60o作為回程。凸輪的最大升程為80mm,因而玻璃制品的走刀值也就是80mm,刻花深度由磨輪施給玻璃制品的壓力來調整。磨輪采用金剛石輪,最大直徑150mm,最大寬度為18mm。由于刻花圖案由圓弧組成,很容易表達為數(shù)學公式,使各點次序緊密地相互連續(xù)排列,可以達到非常準確,對不同圖案,采用不同凸輪即可,而更換凸輪只需30mi n.德國SM8型8工位的自動刻花機,可以刻橫、縱、圓、點等,生產(chǎn)速度每
41、班(8h)600件,顯然比人工刻花的效率咼得多。 WNmKn圖16-15玻璃制品的刻花曲線與玻璃制品旋轉和沿軸向走刀值的合成示意圖Q光學控制自動刻花機是利用光電頭在特殊制備的圖樣的紙帶上進行掃描,通過掃描給相應的電機以三種不同的信息:玻璃制品走刀值、玻璃制品旋轉值、磨刻頭位置.從而控制磨輪按要求的圖案刻在玻璃制品上。光電頭控制自動刻花原理見圖16 16。刻花的深度可以用控制磨盤的壓力、連續(xù)改變走刀的速度或兩者結合起來.采用此類型刻花機最大的優(yōu)點為在最短時間內按圖樣進行刻磨,磨刻圖案內的刻線可以緊密排列,不需特殊裝置即可進行曲線磨刻,變更圖案的設備調整時間也很短。刻花機有8個工位,磨刻時間根據(jù)圖
42、案而定,一般在5I0min之間,這種設備的生產(chǎn)效率是很高的。圖16 16光學控制自動刻花機原理圖1光電頭;2-花紋;3 紙帶;4 玻璃制品旋轉電機與紙帶傳動電機 ;5 玻璃制品走刀(y方向)進給和 紙帶傳動電機;6 磨刻壓力轉換器;7 研磨頭傳動電機;8研磨輪;9 玻璃制品;10花紋16。1.4。2表面雕刻玻璃雕刻是指玻璃表面刻有精細的立體造型或圖案刻花和雕刻兩者的區(qū)別在于刻花是以多棱圖案,幾何花紋為主,而雕刻不限于幾何花紋,也有人物、風景和文字,而且運用了浮雕技術。玻璃表面雕刻包括凹雕、浮雕、半圓雕、透雕等形式,凹雕和浮雕應用最多。凹雕是在玻璃表面上雕刻出凹形而不同層次的人物、山水、動物和文
43、字等花紋;浮雕是在玻璃表面以繪畫的圖樣進行雕刻,刻有一些背景,再雕出有一定凸度的人物像、圖案等。玻璃雕刻立體感和真實感強,刻法復雜、藝術性較高要達到雕刻的作品精制、高雅,玻璃要選用透明度高、 硬度低的材質,如鉛晶質玻璃。玻璃雕刻利用銅制的研磨輪,直徑510mm,厚13mm,由60種左右的研磨輪配成1617。一組,銅盤的轉速為 300500r/mi n,具體根據(jù)銅輪直徑和雕刻花紋而定。在雕刻機上裝有變速器或塔輪,可根據(jù)需要隨時調整轉速。雕刻機的結構示意圖圖16 17雕刻機的結構示意圖1銅輪;2支撐軸;3傳動輪;4 旋轉軸承;5 支撐座;6 皮帶;7小皮片;8 肘承物銅輪的邊緣,根據(jù)雕刻的花紋的情
44、況有銳角或扁平狀。在雕刻過程中,銅輪的邊緣會產(chǎn)生磨損,可用鋼制切割刀進行切削修整,以保持要求的形狀。雕刻用蘑料有磯土( AI2O3)、金剛砂等,根據(jù)雕刻情況可分別選用M-28、M 20、M-14、M 10和M-5標號的金剛砂。在雕刻時將金剛砂加入亞麻仁油混合成為膏狀而使用在雕刻前,先在玻璃制品上畫成花紋的草稿,然后手持玻璃制品放在銅輪的下方,進行雕刻。與刻花時相反,刻花時是手持玻璃制品放在研磨輪上方。加入磨料時用銅輪雕刻的花紋是半透明的,由于雕刻的深淺不同而呈立體感,為了增加裝飾效果,在圖案的個別部分可用木輪加浮石或氧化錫粉為拋光劑進行拋光而使此部分成為 透明狀。為了提高雕刻速度,可用剛玉輪代
45、替銅輪,勞動生產(chǎn)率能提12倍也能雕刻出復雜的圖案和人像。雕刻好的玻璃制品用溶劑除去油等污染物即為成品16.2 玻璃制品的熱加工玻璃制品的熱加工在器皿玻璃、儀器玻璃等的生產(chǎn)中是十分重要的。有很多復雜形狀和特殊要求的制品,需要通過熱加工進行成形。另一些玻璃制品,需要用熱加工來改善制品的 性能及外觀質量。隨著裝飾行業(yè)的發(fā)展,出現(xiàn)了一些新的加工方法。下面加以論述。16.2。1玻璃制品的熱加工原理玻璃制品的熱加工原理與成形的原理相似,主要是利用玻璃粘度隨溫度改變的特性以及表面張力與導熱系數(shù)來進行的。各種類型的熱加工、都必須把制品加熱到一定的溫度,由于玻璃的粘度隨溫度升高而減小,同時玻璃導熱系數(shù)較小, 所
46、以能采取局部加熱的方法, 在需要熱加工的地方使之局部達到變形、軟化,甚至熔化流動,以進行切割、鉆孔、焊接等加工利用玻璃的表面張力大,使玻璃表面趨向平整的作用,可將玻璃制品進行火拋光和燒口。在熱加工過程中,需掌握玻璃析晶性能,防止玻璃析晶。玻璃與玻璃或與其他材料(如金屬陶瓷等)加熱焊接時,兩者的膨脹系數(shù)必須相同或者相近。玻璃在火焰上加工時,要防 止玻璃中的砷、銻、鉛等成分被還原而發(fā)黑。要結合玻璃的組成與性能,控制適宜的火焰性質與溫度。由于玻璃的導電性能隨溫度而升高,可采用煤氣與電綜合加熱的方法來加工厚壁制品。經(jīng)過熱加工的制品,應緩慢冷卻,防止炸裂或產(chǎn)生大的永久應力對許多制品還必需進行二次退火。1
47、6。2。2玻璃制品熱加工的主要方法 16。2.2。1 燒口許多吹制品經(jīng)過切割后,制品口部常具有尖銳、鋒利的邊緣.通常用集中的高溫火焰將其局部加熱,依靠表面張力的作用使玻璃在軟化時變得圓滑。在燒口以前,先進行爆口、磨口。如制品成形后直接用火焰切割和燒口,稱為聯(lián)合烘爆 口,可將爆口,磨口,燒口三道工序一次完成, 但口部明顯加厚,只能適合于低、中檔產(chǎn)品由于 燒口以后,口部形狀有變化,故近代的高級玻璃器皿已不燒口,而用磨口代替。先用金剛石輪把口部磨平,再用磨砂片磨一倒角, 這樣口部形狀為一平面。 三種加工方法加工口部的各 剖面圖示于圖16 18。圖1618燒口、聯(lián)合烘爆口與磨口的制品口部截面比較(1)
48、爆口、磨口后再燒口( 2)聯(lián)合烘爆口 (3)切口后研磨口16.2。2.2真空成形真空成形是制造精密內徑玻璃管的方法。采用機械拉管時,管徑不十分準確,有一定誤差;為了滿足玻璃儀器和電子工業(yè)的需要,必須將已拉成的玻璃管進行真空成形以校正管徑的玻璃管一端熔封,然后放入一根精密準確加工的金屬管芯棒,另一端再與真空系統(tǒng)相連 然后抽真空,同時將玻璃管緩慢而均勻地加熱,直到金屬管與金屬芯棒緊密貼附。冷卻后由于金屬芯棒收縮較大而極易取出,得到精密內徑的玻璃管。 所用的金屬芯棒根據(jù)玻璃成分及軟化點來選擇,軟質玻璃(軟化點低于700C,而膨脹系數(shù)大于 60X107)或硼硅酸鹽玻璃用一般鋼或銅鎳合金;含二氧化硅高的
49、玻璃用鉬、鎢或石墨芯子,加工到萬分之二至五的精密 度.玻璃的內徑應比芯棒外徑稍大,但不宜超過1毫米抽真空可用一般真空泵,真空度達到10-2毫米水銀柱即可。加熱可以在電熱爐與燈工機床上進行,加熱溫度根據(jù)玻璃軟化點而定,派來克斯玻璃加熱溫度為700 C。火拋光、火焰切割或鉆孔(1) 火拋光:火拋光是采用最少輻射熱的燃燒器發(fā)出強烈的火焰,對玻璃制品在制造過程中所形成的尖銳缺陷進行加熱, 使缺陷熔化修復而制品不變形的一種加工工藝。由于玻璃制品在成型過程中常常不可避免會在表面出現(xiàn)微裂紋、小凸起、褶皺、波紋等缺陷,火拋光是最簡單實用的消除方法。所使用的燃燒器及其噴出火焰的形狀要根據(jù)制品形狀設計。火焰氣氛保
50、持弱氧化性,即以明亮的“藍色”為好。(2) 火焰切割:此法即是通過火焰加熱來達到切割玻璃的目的。對于不同種類的玻璃制品,常見有三種熱切方法。錯誤! 急冷切割將圓管狀的玻璃一邊旋轉一邊用噴燈火焰沿周邊的狹小范圍內進行急速加熱,再用冷卻液體接觸加熱部位,在熱應力的作用下將玻璃管切斷。噴燈火焰熱源可以是氫氧焰或城市煤 氣加氧氣.冷卻體則常用易于引起裂紋起點的物體,如磨石、金屬圓板等。爆口用金剛石或超硬合金在玻璃上劃痕,再向劃痕部位加熱,則裂紋擴展就使玻璃切斷。也有在加熱時加上傷痕,隨玻璃冷卻,熱應力使裂紋擴展而切斷的.爆口能得到與熔斷法一樣的鏡面狀割斷面.熔斷用高速的火焰對制品進行局部集中加熱,使玻
51、璃局部達到熔化流動狀態(tài),同時又通過高速氣流的沖擊,使制品斷開。通常采用煤氣-氧焰,或氫氧焰等高速噴射火焰。(3) 穿孔:這是一種通過火焰局部加熱熔融進行穿孔的方法。采用的高速噴射火焰與 熔斷法相同。只是使用時在玻璃需要穿孔的部位集中熔融,同時通過高速氣流穿透。特殊加工方法隨著玻璃裝飾行業(yè)的迅速發(fā)展,出現(xiàn)了許多新的玻璃加工方法,下面分別加以敘述.激光切割與鉆孔由于激光能使物體局部產(chǎn)生10000c以上的高溫,所以也用于玻璃的切割與鉆孔。特點是準確、衛(wèi)生、效率高,不存在切割工具的磨損問題等。通常采用CO2激光器產(chǎn)生的激光,經(jīng)轉向棱鏡,再經(jīng)過透鏡聚焦到玻璃切割部分,其結構示意圖16-19。對厚1。63
52、毫米的鈉鈣玻璃用9瓦的激光器;其切割速度為5毫米/秒。對不同厚度的玻璃用不同功率的激光器和切割速度見表18-5.圖16 19激光切割的工作原理激光也可用來連續(xù)切割平板玻璃的邊緣,其特點是不需要掰斷, 而且斷口整齊沒有玻璃碎屑附著在玻璃表面,也沒有煤油等冷卻液黏附玻璃,可以不用磨邊,不需要洗滌、干燥,可省去生產(chǎn)中一些工序。此外激光也可和金剛石刀輪組合起來,在伏法生產(chǎn)線上用以切邊,安裝在平拉與浮法生產(chǎn)線上的切邊裝置見示意圖16-20.圖16-20平板玻璃生產(chǎn)線上用的激光切邊裝置1安裝臂;2.3-金剛石刀輪;4。5激光源;6 轉輥;7。8 轉輥;9切割下的玻璃邊此裝置由金剛石刀輪 2、3與激光光源4
53、、5組成。金剛石刀輪安裝在臂1上,而臂1則安裝在拉出的玻璃板上面。 通過金剛石輪在拉制的玻璃板兩邊劃出刻痕,然后再用激光照射。激光光源以水平方向發(fā)射,經(jīng)反射器反射90°,正好射到刻痕上,使玻璃板的主斷裂。切割的邊部9用轉輥7、8支持,由于輥子的轉動,使切下的邊部離開玻璃板的主體。采用此法 的優(yōu)點是激光束的功率比一般單用激光切割所需功率至少減小50%,能切割普通玻璃與微晶玻璃,厚度可達 10毫米以上,板材的機械應力對切割沒有影響。CO2激光的波長為10.6微米,以便玻璃吸收。金剛石輪刻具的負荷最好在1公斤以下,切割速度 95毫米/秒.用激光也可以進行空心玻璃制品(玻璃杯、燒杯)的切口與安瓶的切口和封口。2高壓水射流切割與鉆孔(1)高壓水射流切割與鉆孔原理用水通過高壓泵、增壓器、水力分配器,達到7501000MPa壓力,經(jīng)噴嘴射出超聲速的水流,速度可達5001500m/s(空氣中的聲速為330m/s),從而可對玻璃進行切割和鉆孔。 在噴嘴中也可加入微粒(150卩m左右)磨料,如石榴石、石英砂等,磨料消耗量約 2
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯(lián)系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網(wǎng)頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經(jīng)權益所有人同意不得將文件中的內容挪作商業(yè)或盈利用途。
- 5. 人人文庫網(wǎng)僅提供信息存儲空間,僅對用戶上傳內容的表現(xiàn)方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯(lián)系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 2025年安徽省中考歷史試卷真題及答案詳解(精校打印版)
- 中小學心理健康教育與學生心理健康素養(yǎng)提升論文
- 中學語文“思辨性閱讀與表達”教學策略與傳統(tǒng)文化教育的融合論文
- 艾弗格公司管理制度
- 苗圃地冬季管理制度
- 茶油樹基地管理制度
- 融入數(shù)字孿生的中職智慧園林學習空間構建與應用
- 管理學谷歌案例分析
- 視覺感知汽車領域應用分析
- 自動控制原理課程設計 (一)
- (更新版)國家開放大學電大《計算機繪圖(本)》網(wǎng)考形考作業(yè)試題及答案
- 擴頻通信中直接擴頻系統(tǒng)的同步技術
- 幼兒園食育環(huán)境創(chuàng)設的實踐研究 論文
- 電機學知到章節(jié)答案智慧樹2023年東北電力大學
- 氣候變化科學概論試題及答案
- 湖南省郴州市2016年中考數(shù)學試卷(解析版)
- 項目部內審檢查表
- 森林計測學(測樹學)智慧樹知到答案章節(jié)測試2023年浙江農林大學
- 對外漢語教學法智慧樹知到答案章節(jié)測試2023年西北師范大學
- jgj113-2015建筑玻璃技術規(guī)范
- 陜西延長石油四海煤化工有限公司金屬鎂廠1萬噸-年金屬鎂生產(chǎn)項目環(huán)評報告
評論
0/150
提交評論