

下載本文檔
版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
1、焊縫超聲波探傷操作步驟探頭前沿長度的測量。將探頭放置在CSK I A試塊上,將入射點對準 R100處,找 出反射波達到最高時探頭到R100端部的距離。然后用其所長 100減去此段距離。此時所得的數據就是探頭的前沿距離。按 此方法連測三次,求出平均值。測量探頭的K值利用CSK I A試塊上的 50孔的反射角測出并用反三角函數計算出K值。將探頭對準試塊上 50橫孔,找到最高回波:則有K=tg B =( L+I-35)/30。掃描速度的調節1、1、水平調節法:將探頭對準 R50、R100,調節儀器使B1、B2分 別對準不平刻度,此時計算出Il、12。Ii=KR50/ 1+K, l2= KR100/
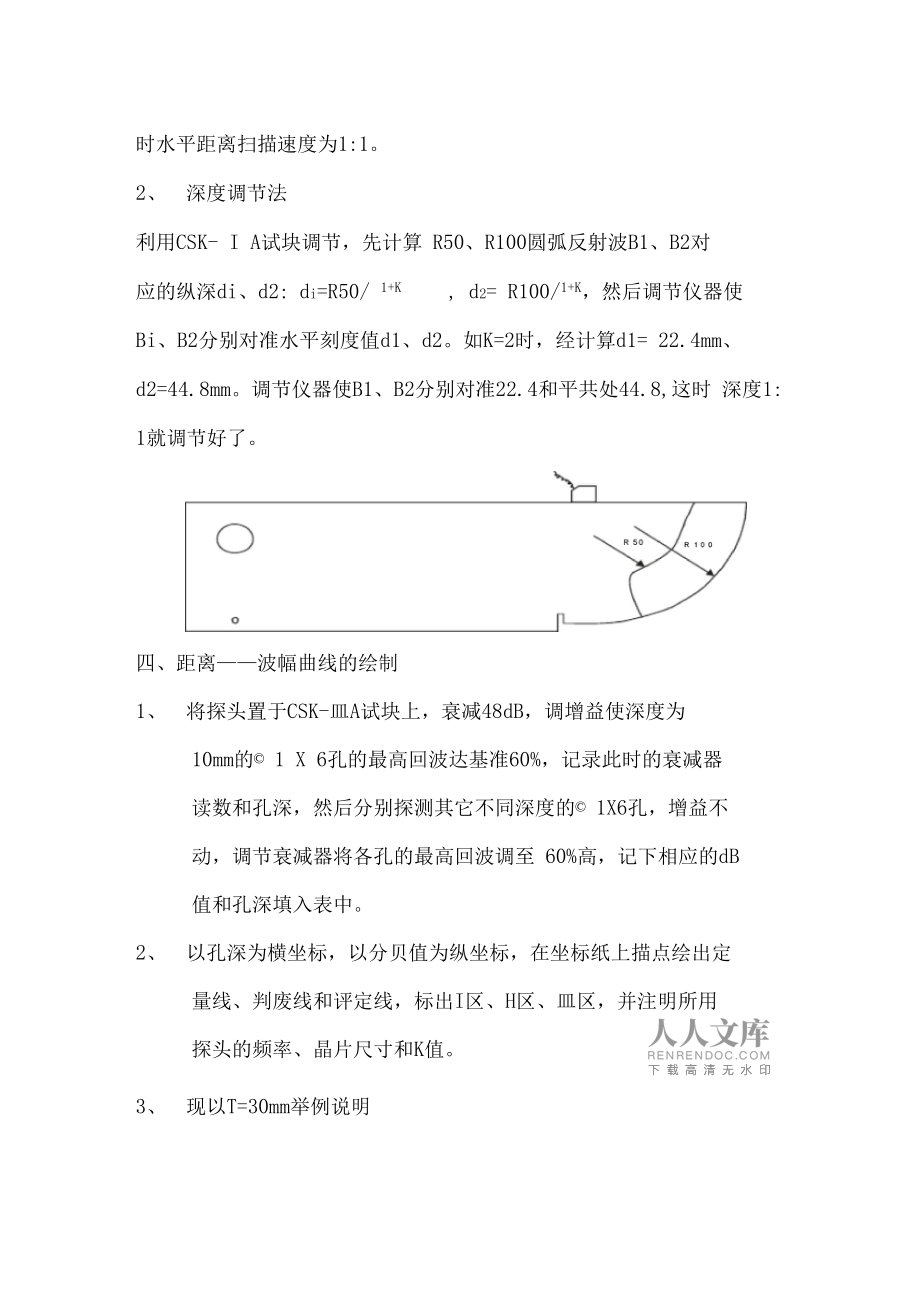
2、1 + K將計算出的數據在示波屏上將 B1和B2調至相對應的位置,此時水平距離掃描速度為1:1。2、深度調節法利用CSK- I A試塊調節,先計算 R50、R100圓弧反射波B1、B2對 應的縱深di、d2: di=R50/ 1+K, d2= R100/1+K,然后調節儀器使Bi、B2分別對準水平刻度值d1、d2。如K=2時,經計算d1= 22.4mm、 d2=44.8mm。調節儀器使B1、B2分別對準22.4和平共處44.8,這時 深度1: 1就調節好了。四、距離波幅曲線的繪制1、將探頭置于CSK-皿A試塊上,衰減48dB,調增益使深度為10mm的 1 X 6孔的最高回波達基準60%,記錄此
3、時的衰減器 讀數和孔深,然后分別探測其它不同深度的 1X6孔,增益不 動,調節衰減器將各孔的最高回波調至 60%高,記下相應的dB 值和孔深填入表中。2、以孔深為橫坐標,以分貝值為縱坐標,在坐標紙上描點繪出定 量線、判廢線和評定線,標出I區、H區、皿區,并注明所用 探頭的頻率、晶片尺寸和K值。3、現以T=30mm舉例說明孔深(mm)1020304050600 1 x 6(dB)5250474441380 1 x 6+5(dB)判廢線5755524946430 1 x 6-3(dB)定量線4947444138350 1X 6-9(dB)評定線434138353229五、D B5 04 0302
4、01 0L1 0廢線1 x 6定線2 03 04 050量線調節探傷靈敏度調節探傷靈敏度時,探傷靈敏度不得低于評定線,一般以2倍的壁厚處所對應的評定線dB值,也就是說在工件60mm處評 定線所對應的分貝值。如若還要考慮耦合補償,補償根據實際 情況而定。六、探測鋼板1、初掃,找缺陷,懷疑處作好標記。2、細探,對可疑處進行仔細掃查。 去偽存真,對真缺陷測最大值,一、二次波都要測一下,另一側也要 測一下,然后作比較,取當量最大者。4、缺陷的定位( 1)按水平調節掃描速度時 一次波探傷時,缺陷在工件中的水平距離 lf 和深度 df 為:If=n t fdf= n t f/Kn掃描比例t f實際探傷水平刻度值K=探頭的K值二次波探傷時,缺陷在工件中的水平距離If和深度df為:lf=n t fdf=2T nT f/K(2)按深度調節掃描速度時一次波探傷時,缺陷在工件中的水平距離If和深度df為:lf=Kn t fdf= nt f二次波探傷時,缺陷在工件中的水平距離If和深度df為:If=Kn t fdf= 2T n t f5、根據最大值,結合dB距離曲線判定缺陷所處的區域,記錄成
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 教育改革的新動力干細胞教學在商業培訓中的運用
- 教育技術中的數字化領導力案例分析
- 耕地個人出租合同范本
- 聯合技能培訓辦班協議書
- 美術教學反饋與改進機制計劃
- 做合格網民面試題目及答案
- 退房回遷協議書
- 手機維修合同協議書模板
- 女人休想離婚協議書
- 預付賠款協議書
- 分包合同模板
- 中西文化鑒賞智慧樹知到期末考試答案章節答案2024年鄭州大學
- 英語定位紙模板
- eras在婦科圍手術
- 價格認定規定培訓課件
- 創業計劃書九大要素
- 《肺癌的診治指南》課件
- 2024年江蘇鹽城燕舞集團有限公司招聘筆試參考題庫含答案解析
- 機關干部反邪教知識講座
- 2024年新興際華投資有限公司招聘筆試參考題庫含答案解析
- (決勝小升初)北京市六年級下冊數學重點學校分班考試卷(通用版 )
評論
0/150
提交評論