



下載本文檔
版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
1、加工中心加工編程及實例加工中心加工編程實踐實踐:法蘭克系統加工中心編程實踐在加工中心上加工如圖所示零件,其材料為Q235-A,毛胚大小為36*34*19。0工件一、確定裝夾方案根據毛胚和零件圖,確定工件的裝夾方式由于該工件是一個方形零件,并且這個零件的尺寸較小,單邊余量只有2mm,無法用壓塊裝夾,而厚度余量有 4mm,故采用虎鉗裝夾加工。在毛胚的下面墊一墊塊,使毛胚的上表面與虎鉗的壓塊表面距離至少超過15.5mm,并采用毛胚的左上角跟虎鉗上壓塊的左下角重合點作為為定位基準。使用虎鉗夾緊工件,并且兩次裝夾即可完成全部加工。正、背面加工取兩坐標系(G54、G55),G54取毛胚中心為工件坐標系原點
2、,G55取虎鉗上壓塊的左下角為工件坐標系原點。二、確定加工順序與走刀路線(一) 、確定工件坐標系(1)正面加工:將工件坐標系原點設置在零件毛胚中心處。(G54)(2)背面加工:將工件坐標系原點設置在虎鉗上壓塊的左下角。(G55)(二) 、確定刀具運動路線 (1)正面加工:1、先面銑毛胚表面(面銑后的表面為Z軸零點)。2、再外形銑削32*30*15.2。3、打2*M8中心點 4、鉆2*?6.8通孔5 、攻2*M8螺紋孔。(2)背面加工:面銑去除多余厚度,保證厚度15mm。(三) 、選擇刀具及切削用量。(1)正面加工:1、用?16平面銑刀(白鋼四刃銑刀)進行加工表面及外形。2、用?3中心鉆打2*M
3、8中心點 3、用?6.8麻花鉆頭鉆2*?6.8通孔、用M8右旋牙絲錐攻2*M8螺紋孔。背面加工:1、用?16平面銑刀(白鋼四刃銑刀)進行面銑去余料。A、毛胚為Q235-A鋼,選用白鋼刀加工已經足夠,根據加工方案和工件材料,選擇刀具如下表所示。B、根據刀具材料、工件材料和加工精度,選擇切削用量,如下表所示。切削用量詳見加工程序。零件圖號加工中心加工工藝卡機床型號25I零件名稱撞塊機床編號刀具表量具表工具表刀具號刀補號刀具詳情T0101?16平面銑刀0-150mm代表游標卡尺虎鉗1臺T0202?3中心鉆0-200mm普通深度游標卡尺墊塊1個T0303?6.8麻花鉆頭T0404M8右旋牙絲錐序號工藝
4、內容切削用量備注轉速r/mi n進給mm/min吃刀量ap1清理虎鉗夾位、裝夾毛胚毛刺。由于毛胚表面平行度差 并且帶有毛刺,裝夾前需先去除毛刺,挑選相對好夾的 位置并裝夾牢固,避免銑削時受力掉落。2用?16平面銑刀面銑工件表面400600.53用?16平面銑刀外形銑削32*30*15.2250307.64用?3中心鉆打2*M8中心點120015015用?6.8麻花鉆頭鉆2*?6.8通孔120012066用M8右旋牙絲錐攻2*M8螺紋孔。3003.758掉頭裝夾,工件已加工面的左邊跟虎鉗上壓塊的左邊重 合,并夾緊。9用?16平面銑刀(白鋼四刃銑刀)進行面銑去余料。(最后 一刀只加工0.3mm)3
5、00302(四)編制加工程序根據所用機床的數控系統和工藝設計編制加工程序,正反面加工程序如下 表所示。(1)正面加工程序:A. 面銑程序。00001G21;(執行公制單位運算)G0 G17 G40 G49 G80 G90;(恢復機床系統各模態指令)T1 M6;(自動調用刀庫1號刀具)G0 G90 G54 X-27. Y-15. S400 M3;(主軸轉動,并快速定位到下刀點。)M8;(冷卻液開啟)G43 H1 Z100.;(執行1號刀具長度補償,并定位到 Z100.)Z1.;(快速定位至Z1.)G1 Z0. F300.;(以300mm/min的速度直線定位到 Z0.)X27. F60;Y-5.
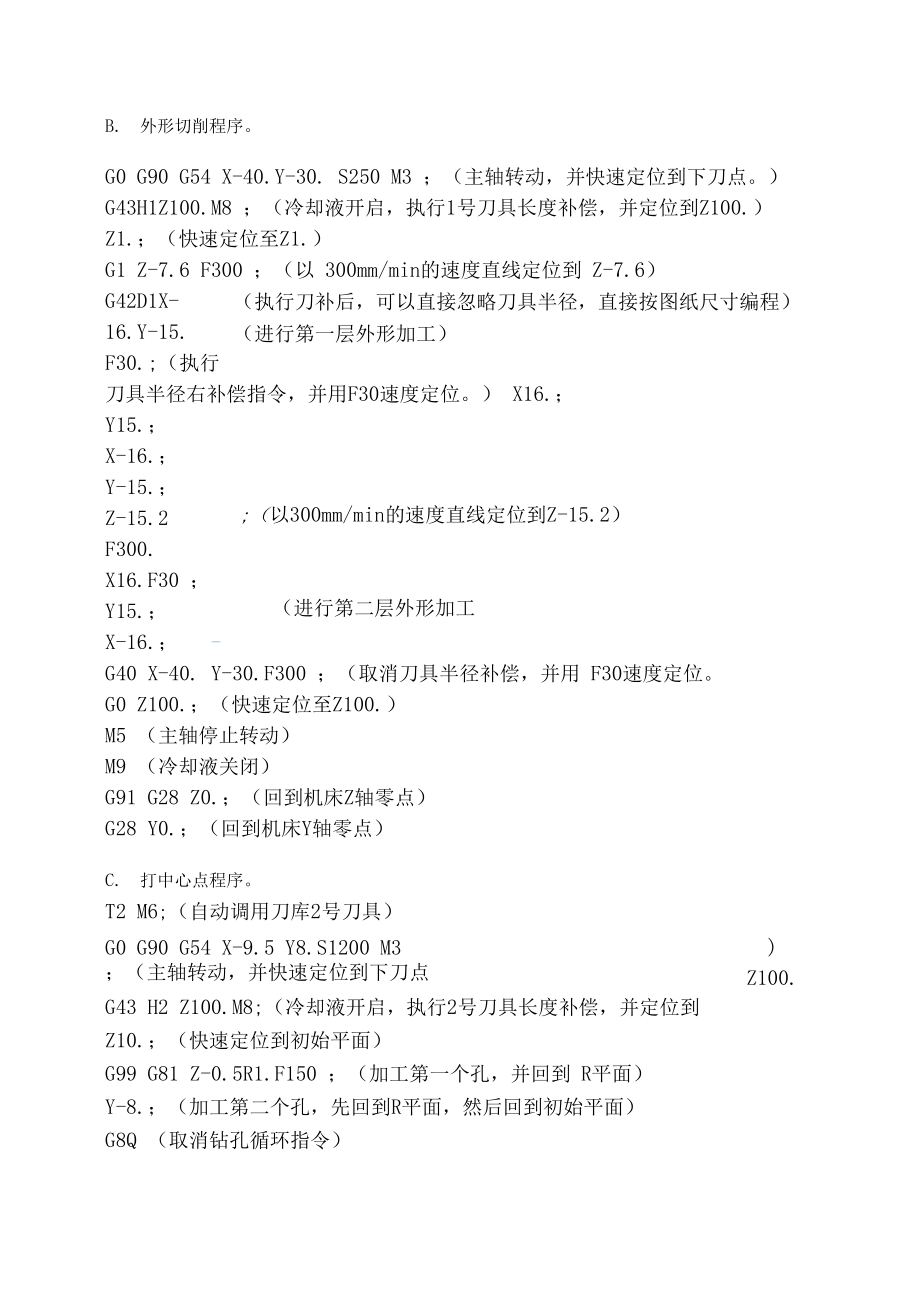
6、;Y方向分層切削表面。(如果平面分層太多,可 以用子程序代替。)X-27.;Y 5.;X27.Y15.;X-27.;Z1. F300;(以300mm/min的速度直線定位到 Z1.)GO Z100.;(快速定位至Z100.)M9 (冷卻液關閉)M5;(主軸停止轉動)G28 G91 Z0.;(回到機床Z軸零點)G28 Y0.;(回到機床Y軸零點)B. 外形切削程序。G0 G90 G54 X-40.Y-30. S250 M3 ;(主軸轉動,并快速定位到下刀點。) G43H1Z100.M8 ;(冷卻液開啟,執行1號刀具長度補償,并定位到Z100.) Z1.;(快速定位至Z1.)G1 Z-7.6 F3
7、00 ;(以 300mm/min的速度直線定位到 Z-7.6)(執行刀補后,可以直接忽略刀具半徑,直接按圖紙尺寸編程) (進行第一層外形加工)G42D1X-16.Y-15. F30.;(執行刀具半徑右補償指令,并用F30速度定位。) X16.;Y15.;X-16.;Y-15.;;(以300mm/min的速度直線定位到Z-15.2)Z-15.2 F300.X16.F30 ;(進行第二層外形加工)Y15.;X-16.;-G40 X-40. Y-30.F300 ;(取消刀具半徑補償,并用 F30速度定位。G0 Z100.;(快速定位至Z100.)M5 (主軸停止轉動)M9 (冷卻液關閉)G91 G2
8、8 Z0.;(回到機床Z軸零點)G28 Y0.;(回到機床Y軸零點)C. 打中心點程序。T2 M6;(自動調用刀庫2號刀具))Z100.)G0 G90 G54 X-9.5 Y8.S1200 M3 ;(主軸轉動,并快速定位到下刀點G43 H2 Z100.M8;(冷卻液開啟,執行2號刀具長度補償,并定位到Z10.;(快速定位到初始平面)G99 G81 Z-0.5R1.F150 ;(加工第一個孔,并回到 R平面)Y-8.;(加工第二個孔,先回到R平面,然后回到初始平面)G8Q (取消鉆孔循環指令)G0 Z100.;(快速定位至Z100.)M5 (主軸停止轉動)M9 (冷卻液關閉)G91 G28 Z0
9、.;(回到機床Z軸零點)G28 Y0.;(回到機床Y軸零點)D.鉆2*?6.8通孔程序。T3 M6;(自動調用刀庫3號刀具)G0 G90 G54 X-9.5 Y8.S1200 M3 ;(主軸轉動,并快速定位到下刀點G43 H3 Z100.M8;(冷卻液開啟,執行3號刀具長度補償,并定位到Z10.;(快速定位到初始平面)G99 G83 Z-0.5R1.Q6.F120 ;(加工第一個孔,并回到 R平面)Y-8.;(加工第二個孔,先回到 R平面,然后回到初始平面)G8Q (取消鉆孔循環指令)G0 Z100.;(快速定位至Z100.)M5 (主軸停止轉動)M9 (冷卻液關閉)G91 G28 Z0.;(
10、回到機床Z軸零點)G28 Y0.;(回到機床Y軸零點)E.攻2*M8通孔程序。T4 M6;(自動調用刀庫4號刀具)G0 G90 G54 X-9.5 Y8.S300 M29 ;(主軸轉動,并快速定位到下刀點 G43 H4 Z100.M8;(冷卻液開啟,執行4號刀具長度補償,并定位到 Z10.;(快速定位到初始平面))Z100.)Z100.)G99G95G84Z-0.5R2.F1.25 ; (G95:每轉進給指令,G94:每分鐘進給指令)Y-8.;(加工第二個孔,先回到 R平面,然后回到初始平面)G8Q (取消鉆孔循環指令)G94 F100;(恢復每分鐘進給速度)G0 Z100.;(快速定位至Z1
11、00.)M5 (主軸停止轉動)M9 (冷卻液關閉)G91 G28 Z0.;(回到機床Z軸零點) G28 Y0.;(回到機床Y軸零點)M3Q (程序結束)(2)背面加工程序: 00002G21;(執行公制單位運算)G0 G17 G40 G49 G80 G90;(恢復機床系統各模態指令)T1 M6;(自動調用刀庫1號刀具)G0 G90 G54 X-27. Y-15. S300 M3;(主軸轉動,并快速定位到下刀點。)M8;(冷卻液開啟)G43 H1 Z100.;(執行1號刀具長度補償,并定位到 Z100.)Z1.;(快速定位至Z1.)G1 Z1. F300.;(以300mm/min的速度直線定位到 Z0.)X27. F60;Z方向第一層切削表面。 Y方向分層切削表面。(如果平面分層太多,可 以用子程序代替。)Y-5.;X-27.;Y 5.;X27.Y15.;X-27.;Z0. F30
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 古箏教室消防管理制度
- 公司婚嫁產假管理制度
- 培訓機構臺賬管理制度
- 醫院器械質量管理制度
- 單位食堂雜工管理制度
- 印刷車間臺賬管理制度
- 高效備考軟件測試試題及答案大全
- 家庭保潔安全管理制度
- 公司應收匯票管理制度
- 農村飯堂使用管理制度
- 2025年上半年度蘇州城際鐵路限公司管理崗位公開招聘易考易錯模擬試題(共500題)試卷后附參考答案
- 企業破產重組法律顧問協議
- 2025年高考政治三輪復習:統編版必修二《經濟與社會》主觀題專題練習題(含答案)
- DB11∕T1478-2024生產經營單位安全生產風險評估與管控
- 2025年高中化學學業水平考試知識點歸納總結(復習必背)
- 土方外運的施工方案
- 2025中國經濟破浪前? 穩中求進-安永
- 制度規章修訂說明及執行情況反饋報告
- TCHATA 028-2022 結核分枝桿菌潛伏感染人群預防性治療規范
- 2025年金融科技發展趨勢洞見報告-北京金融信息化研究所
- 2025年度國家公派出國留學項目合作協議書
評論
0/150
提交評論