



下載本文檔
版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
1、機械制造技術基礎(試題 1)班級姓名學號成績一、填空選擇題(30分)1刀具后角是指2衡量切削變形的方法有 提高時,切削變形(增加、減少)。兩種,當切削速度3.精車鑄鐵時應選用( YG3、YT10、YG8);粗車鋼時,應選用( YT5、YG6、YT30)4.當進給量增加時,切削力(增加、減少),切削溫度(增加、減少)。5.粗磨時,應選擇(軟、硬)砂輪,精磨時應選擇(緊密、疏松)組織砂輪。6合理的刀具耐用度包括兩種。7.轉位車刀的切削性能比焊接車刀(好,差),粗加工孔時,應選擇(拉刀、麻花鉆)刀具。&機床型號由(車床、鉆床)。按一定規律排列組成,其中符號C代表9.滾斜齒與滾直齒的區別在于多
2、了一條(范成運動、附加運動)傳動鏈。滾齒時,刀具與 工件之間的相對運動稱(成形運動、輔助運動)。10.進行精加工時,應選擇(水溶液,切削油),為改善切削加工性,對高碳鋼材料應進行(退火,淬火)處理。11定位基準與工序基準不一致引起的定位誤差稱(基準不重合、基準位置)誤差,工件以 平面定位時,可以不考慮(基準不重合、基準位置)誤差。Cp應不低于(二級、三機構,動作最快的是12機床制造誤差是屬于(系統、隨機)誤差,一般工藝能力系數 級)O13在常用三種夾緊機構中,增力特性最好的是 機構。14. 一個浮動支承可以消除(0、1、2)個自由度,一個長的 v型塊可消除(3, 4, 5)個自 由度。15.工
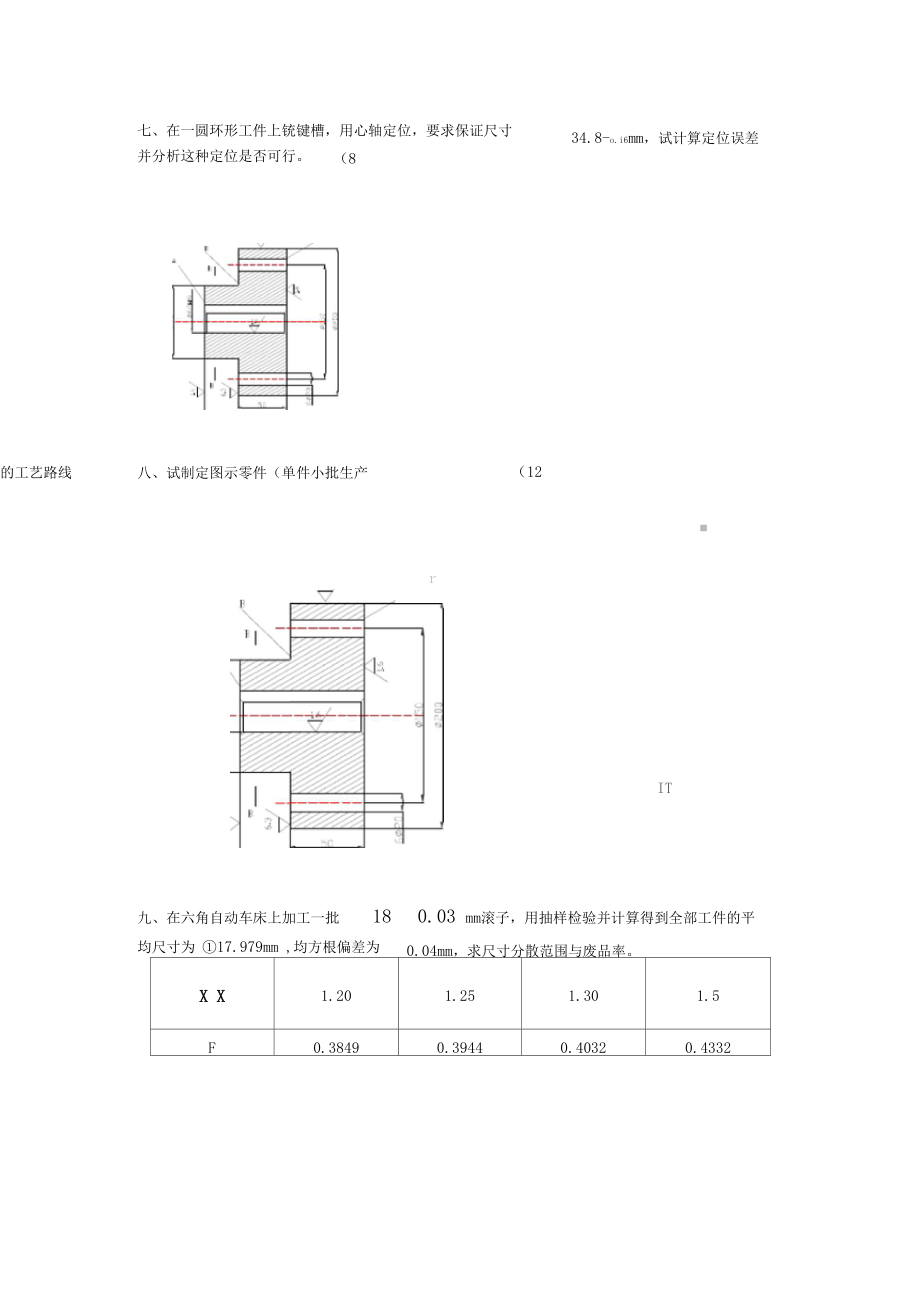
3、藝過程是指二、外圓車刀切削部分結構由哪些部分組成?繪圖表示外圓車刀的六個基本角度。(8 分)三、簡述切削變形的變化規律,積屑瘤對變形有什么影響?(8 分)四、CA6140車床主傳動系統如下所示,試列出正向轉動時主傳動路線及計算出最高轉速與 最低轉速。(8分)五、什么叫剛度?機床剛度曲線有什么特點? (8分)六、加工下述零件,以 B面定位,加工表面 A,保證尺寸1o+0.2mm,試畫出尺寸鏈并求出 工序尺寸L及公差。(8分)七、在一圓環形工件上銃鍵槽,用心軸定位,要求保證尺寸 并分析這種定位是否可行。(8 分)八、試制定圖示零件(單件小批生產)的工藝路線。(12 分)34.8-o.i6mm,試計
4、算定位誤差vrIT;九、在六角自動車床上加工一批180.03 mm滾子,用抽樣檢驗并計算得到全部工件的平X X1.201.251.301.5F0.38490.39440.40320.4332均尺寸為 17.979mm ,均方根偏差為0.04mm,求尺寸分散范圍與廢品率。試題1參考答案1.4.&后刀面與切削平面間的夾角。2.變形系數與滑移系數,增加,增加5.軟,緊密6.TC, Tp字母,數字,車床9.附加運動,成型運動11.基準不重合,基準位置12.系統,二級14. 1 , 4使之成為合格零件的過程。3.YG3 , YT57.好,麻花鉆10.切削油,退火13.螺旋,圓偏心減少15.用機械
5、加工方法直接改變原材料或毛坯的形狀、尺寸和性能,外圓車刀的切削部分結構由前刀面、后刀面、付后刀面、主切削刃、付切削刃與刀尖組成。六個基本角度是:ro、a 0、kr、kr'入s、a o'變形規律:ro t,A h J; Vc t,Ahj; f t , A hj ; HB t , A hj積屑瘤高度Hbt ,引起刀具前角增加,四.最高轉速約1400r/min,最低轉速約10r/min五.剛度是指切削力在加工表面法向分力, 機床剛度曲線特點:剛度曲線不是直線; 到起點。Fr與法向的變形丫的比值。加載與卸載曲線不重合; 載荷去除后,變形恢復不八.0L= 22 0.1mm七.定=0.02
6、2mm,定位裝置可行。八.工序1:粗車各外圓、端面、60圓孔;精車 200外圓與端面,精鏜 60孔;精車96外圓、端面B與端面C (車床)2:插槽(插床)3:鉆6 20孔(鉆床)工序工序工序4:去毛刺(鉗工臺)九.尺寸分散范圍:17.859 18.099mm廢品率: 17.3%機械制造技術基礎(試題 2)班級姓名學號成績一、填空選擇題(30分)1工序是指2.剪切角增大,表明切削變形(增大,減少);當切削速度提高時,切削變形(增大,減少)O3 當高速切削時,宜選用(高速鋼,硬質合金)刀具;粗車鋼時,應選用(YT30)OYT5、YG6、4. CA6140車床可加工等四種螺紋。5不經修配與調整即能達
7、到裝配精度的方法稱為(互換法、選配法)6.當主偏角增大時,刀具耐用度(增加,減少),當切削溫度提高時, 耐用度(增加、減少)。7在四種車刀中,轉位車刀的切削性能(最好,最差);粗磨時應選擇(硬,軟)砂輪。&機床的基本參數包括9.滾齒時,刀具與工件之間的相對運動稱(成形運動、輔助運動) 在于多了一條(范成運動、附加運動)傳動鏈。滾斜齒與滾直齒的區別10衡量已加工表面質量的指標有11定位基準面和定位元件制造誤差引起的定位誤差稱(基準不重合、基準位置)誤差,工 件以平面定位時,可以不考慮(基準不重合、基準位置)誤差。12測量誤差是屬于(系統、隨機)誤差,對誤差影響最大的方向稱方向。13.夾緊
8、力的方向應與切削力方向(相同,相反),夾緊力的作用點應該(靠近,遠離)工件加工表面。14輔助支承可以消除(0、1、2)個自由度,限制同一自由度的定位稱(完全定位、過定 位) O15磨削加工時,應選擇(乳化液,切削油),為改善切削加工性,對不銹鋼進行(退火,淬火)處理。8 分)二、端面車刀的切削部分的結構由哪些部分組成?繪圖表示表示端面車刀的六個基本角度。 (8分)三、金屬切削過程的本質是什么?如何減少金屬切削變形?(四、列出切削英制螺紋的運動方程式, 比。(8分)并寫出CA6140車床進給箱中增倍變速組的四種傳動五、加工下述零件,要求保證孔的尺寸B = 30*0.2,試畫出尺寸鏈,并求工序尺寸
9、L。( 8 分)-/X = 11.974,均0.016(8 分)六、磨一批d =1 2 0.043mm銷軸,工牛尺寸呈正態分布,工牛的平均尺寸X X1.002.002.503.00F0.34130.47720.49380.4987(8 分)方根偏差(7= 0.005,請分析改工序的加工質量。如何加以改進。七、滾斜齒時需要多少種運動?列出每條運動鏈的首末端元件及計算位移。八、制訂下述零件的機械加工工藝過程,具體條件:45鋼,圓料e 70,單件生產。(12分)Hi 1-1八 7/7/>/九.在一桿狀形工件銃鍵槽,要求保證尺寸 案,并進行定位誤差分析。(10分)50-0.2mm與34.8-o.
10、i6mm,設計該工件的定位方4.公制,英制,模數和徑節7.最好,軟10.表面層幾何形狀特征,表面層物理12.隨機,誤差敏感15.乳化液,調質3.硬質合金,YT56.減少,減少9.成型運動,附加運動11.基準位置,基準位置14.0,過定位端面車刀切削部分結構由前刀面、后刀面、付后刀面、主切削刃,付切削刃與刀尖構成。試題2參考答案1.一個工人在一臺機床上對一個(或多個)零件所連續完成的那部分工藝過程。 2減少,減少5互換性&尺寸,運動,動力 機械性能13.相同,靠近端面車刀的六個基本角度:ro、a 0、kr、kr'入s、a o'被切金屬在刀刃的擠壓作用下,產生剪切滑移變形,
11、并轉變為切屑的過程。 要減少切削變形,可增大前角,提高速度,增大進給量,適當提高工件材料硬度。四.u1u418/45 X 15/48,28/35 X 35/28u2 = 28/35 X 15/48u3 = 18/45 X 35/28主運動電動機(n電)一滾刀(n 刀)范成運動滾刀(1/k r )工件(1/Z k )進給運動工件(1r )刀架(f)差動運動刀架(L)工件(1r )4.八.工序1 :粗測各外圓、端面、30孔,精車 60及端面(車床)。 2:銃鍵槽(銃床)3:鉆4 6孔(鉆床)鉆 14孔,精車 40外圓及端面;以 40為基準面,精鏜工序工序工序4:去毛刺(鉗工臺)五.0.0460 0
12、.08mm八.廢品率等于2.28%,改進措施:將算術平均值移至公差帶中心,即使砂輪向前移動 = 0.0035mm3七.滾齒時需要四種運動:1.2.3.九.用V型塊及支承釘定位,定位誤差等于0.0034mm符合要求,定位方案可行。機械制造技術基礎(試題3)班級姓名學號成績、填空選擇題(30分)1.刀具前角是指,用符號表示。2.當工件材料硬度提高時,切削力(增加,減少)當切削速度提高時,切削變形(增加、減少)。3.制造復雜刀具宜選用(高速鋼、硬質合金);粗車鋼時,應選用(YT5、YG6、YT30 )。4為改善切削加工性,對高碳鋼采取(淬火,退火)處理;對不銹鋼(淬火,調質)處理。5粗加工時應選擇(
13、水溶液、切削油),粗磨時,應選擇(軟、硬)砂輪。6. 精基準的選擇原則是7. 進給量越大,表面粗糙度(愈高,愈低);精加工孔時,應選擇(拉刀、麻花鉆)刀具。兩大類。&機床的運動按其功用可分為9.滾斜齒與滾直齒的區別在于多了一條(范成運動、附加運動)傳動鏈。滾齒時,刀具與 工件之間的相對運動稱(成形運動、輔助運動)。10.在CA6140車床上加工公制螺紋時,所用掛輪是(63/100 X 100/75, 100/100 X 100/100)。11夾緊力作用點應(靠近,遠離)工件的加工表面;工件以平面定位時,可以不考慮(基 準不重合、基準位置)誤差。12.完全互換法適用于 (大量,單件)生產
14、,所有零件公差之和應(大于,小于)裝配公差。13.工藝系統剛度等于(Fy/y, Fz/y),工藝系統剛度大,誤差復映(大,小)。14. 一個支承釘可以消除(0、1、2)個自由度,消除六個自由度的定位稱(完全定位、過 定位)。三種。15生產類型通常分為 二、切斷車刀切削部分結構由哪些部分組成?繪圖表示切斷車刀的六個基本角 度。(8分) 三、量度切削變形的方法有幾種?各有什么特點?能否全面衡量金屬切削過程的 物理本質? ( 8分)四、列出切削公制螺紋的運動方程式,并寫出 CA6140車床進給箱中基本變速 組的八種傳動比。(8分)五、在熱平衡條件下,磨一批 18-0.035的光軸,工件尺寸呈正態分布
15、,現測得 平均尺寸X = 17.975,標準偏差(7 = 0.01,試計算工件的分散尺寸范圍與廢 品率。(8分)X X1.002.002.503.00A0.34130.47720.49380.4987六、加工下述零件,以B面定位,加工表面 A,保證尺寸10+ 0.2mm,試畫出 尺寸鏈并求出工序尺寸L及公差。(8分)Azz z+ .-JZjf# /J1+± 0.05七、指出下列定位方案所消除的自由度。(8 分) ' rnv八、根據所學知識,列出提高零件加工質量的措施。(10 分)九、圖示撥叉零件,材料HT300,單件小批生產(12分)1 .對零件進行工藝分析。2.制訂該零件的
16、加工工藝過程。V.J"尙I'7;丄-JH-廠V試題3參考答案2.增加,減少5.水溶液,軟7.愈高,拉刀10.63/100 X 100/7513.Fy/y,小ro)1.前刀面與基面的夾角(4.退火,調質為、可靠原則9. 附加運動,成型運動12.大量,小于15.單件,成批,大量生產3.高速鋼,YT56.基準重合、統一、自為、互8. 成型運動,輔助運動11.靠近,基準位置14.1,完全定位切斷車刀切削部分由前刀面、后刀面、付后刀面、主切削刃、付切削刃與刀尖組成。切斷車刀的六個基本角度:ro、a 0、kr、kr '、入 s、ao'量度方法有兩種:1.變形系數(簡單,直觀但結果近似,從塑性壓縮方面分析)2.滑移系數(復雜,結果較精確,從剪切變形考慮) 兩種方法都有片面性,不能全面反映金屬切削過程的物理本質。四.u1 = 26/28u5 = 19/14u2 = 28/28u6 = 20/14u3 = 32/28u7 = 33/21 u4 = 36/28u8 = 36/
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
評論
0/150
提交評論