



版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
1、 本科課程設計墊片沖模設計于興華燕 山 大 學2012年1月 本科課程設計法蘭沖模設計學 院:機械工程學院專業:鍛壓2班學生:于興華學 號:0指導教師:濤 胡 答辯日期: 2012.1.10目 錄任務書3第1章沖壓件的工藝分析41.1沖裁工藝性41.2翻邊工藝性41.3判斷能否一次性翻邊成功5第2章確定工藝方案52.1初步確定加工方案62.2沖壓方案的制定6第3章排樣及材料利用率的計算83.1計算預沖孔的大小83.2確定排樣方式93.3計算材料利用率10第4章沖壓設備的確定124.1沖裁力的計算124.2計算壓力中心144.3沖壓設備的確定14第5章模具主要工作部分尺寸的確定145.1落料刃口
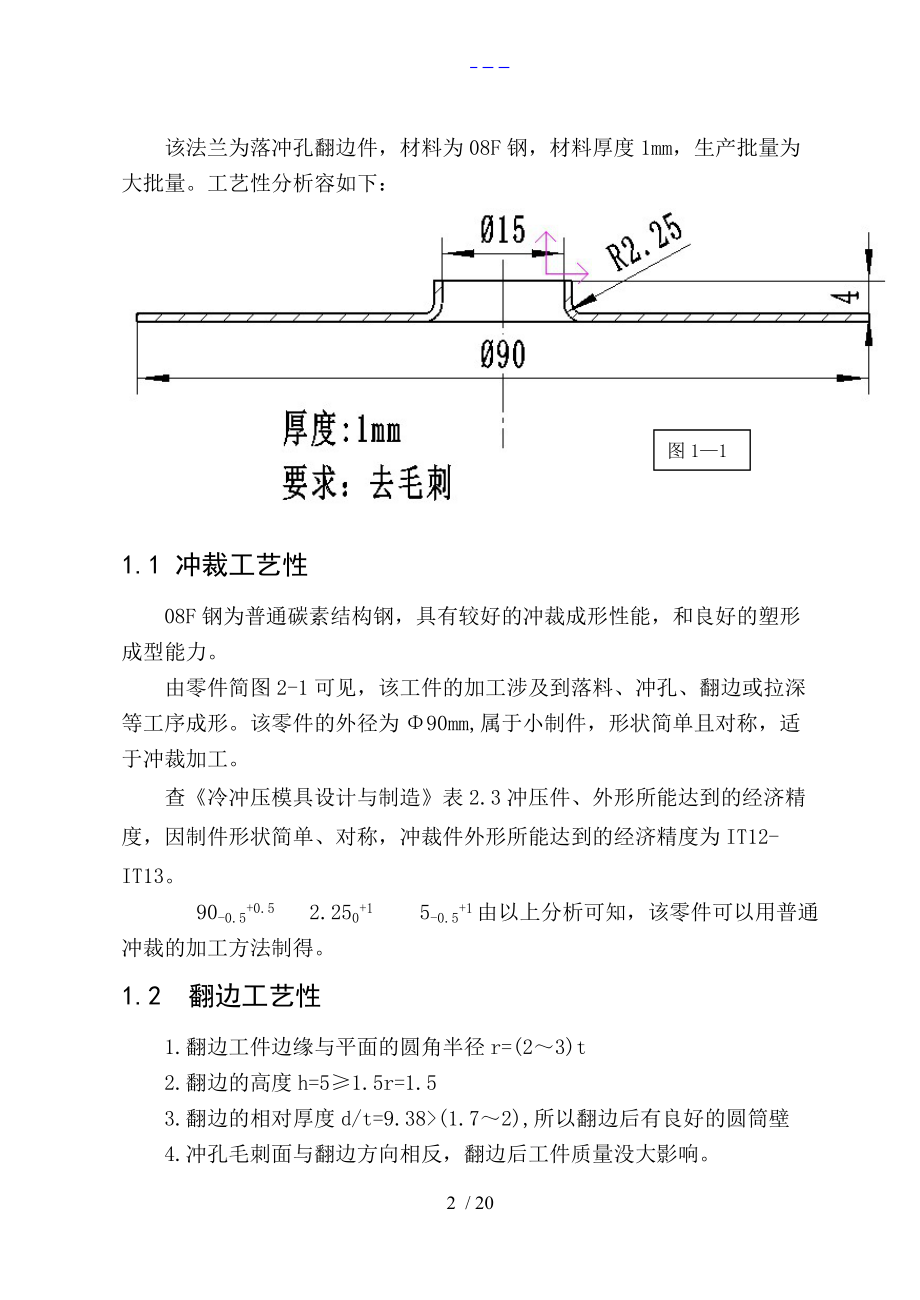
2、尺寸145.2沖孔刃口尺寸155.3 翻邊刃口尺寸16第6章 模具結構和主要零部件設計176.1模架的選擇176.2主要零部件設計186.3 沖壓模具裝配圖19參考文獻21致22第1章 沖壓件的工藝分析該法蘭為落沖孔翻邊件,材料為08F鋼,材料厚度1mm,生產批量為大批量。工藝性分析容如下:圖111.1 沖裁工藝性08F鋼為普通碳素結構鋼,具有較好的沖裁成形性能,和良好的塑形成型能力。由零件簡圖2-1可見,該工件的加工涉及到落料、沖孔、翻邊或拉深等工序成形。該零件的外徑為90mm,屬于小制件,形狀簡單且對稱,適于沖裁加工。查冷沖壓模具設計與制造表2.3沖壓件、外形所能達到的經濟精度,因制件形狀
3、簡單、對稱,沖裁件外形所能達到的經濟精度為IT12-IT13。 90-0.5+0.5 2.250+1 5-0.5+1由以上分析可知,該零件可以用普通沖裁的加工方法制得。1.2 翻邊工藝性1.翻邊工件邊緣與平面的圓角半徑r=(23)t2.翻邊的高度h=51.5r=1.53.翻邊的相對厚度d/t=9.38(1.72),所以翻邊后有良好的圓筒壁4.沖孔毛刺面與翻邊方向相反,翻邊后工件質量沒大影響。5.查中國模具設計大典第3卷,第35頁,K.W.I擴孔實驗,預加工孔9.38可擴孔到35左右,而制件為18,即滿足翻邊性能。 總體看來:該制件均滿足沖裁工藝性和翻邊工藝性,適于沖裁加工。1.3判斷能否一次性
4、翻邊成功由預沖孔公式可以得到翻邊高度H的表達式:H=D-d2+0.43r+0.72t (2-1)或H=D2(1-dD)+0.43r+0.72t =D2(1-K) +0.43r+0.72t若將Kmin帶入上式,則可得到許可的最大翻邊高度HmaxHmax=D2(1-Kmin)+0.43r+0.72t 其中 D翻邊后的中經(mm)Kmin極限翻邊系數 r翻邊圓角半徑(mm)t材料厚度(mm)查冷沖模設計,表7-1低碳鋼圓孔極限翻邊系數 這里凸模采用圓柱形平底型式 孔的加工方式為沖孔 因相對厚度d/t=9.38 得Kmin= 0.55 于是Hmax=282(1-0.55)+0.432+0.721 =5
5、.53(mm)因工件高度HZmax Zmin因此在這里采用單配方法加工。對于落料,先做凹模,并以它作為基準配做凸模查互換性與測量技術基礎表2-4查出其極限偏差為:90-0.150.15mm查冷沖模設計表3-5磨損系數 取X=0.5D凹=(D-X)00.024(5-1)= (90-0.50.8)00.024mm =89.960+0.024mm落料凸模的尺寸按凹模尺寸配制,其雙面間隙為0.100.14mm5.2沖孔刃口尺寸沖孔部分:凹=+0.02mm凸=-0.02mm |凹|+|凸|=0.02+0.02mm =0.04mm|凹|+|凸|=Zmax Zmin對于采用分別加工時,應保證下述關系:|凹|
6、+|凸|Zmax Zmin (5-2)但對于形狀復雜或料薄的工件,為了保證凸、凹模間一定的隙值,必須采用配合加工。因此在這里采用還是采用單配方法加工對于沖孔,先做凸模,并以它作為基準配做凹模查互換性與測量技術基礎表2-4查出其極限偏差為:9.38-0.4+0.4mm 查冷沖模設計表3-5磨損系數 取X=0.5則 d凸=(d+X)-0.0680(5-3) = (9.38+0.50.8)-0.0680 =9.78-0.0680mm沖孔凹模的尺寸按凸模尺寸配制,其雙面間隙為0.100.14mm5.3翻邊工作刃口尺寸5.3.1翻邊間隙如圖5-1,由于在翻邊過程中,材料沿切向伸長,因此其端面的材料變薄非
7、常嚴重,根據材料的統一變形情況,翻邊凹模與翻邊凸模之間的間隙應小于原來的材料厚度。 圖5-1 翻邊間隙查冷沖壓模具設計與制造,表5-5平板毛坯翻邊時凸凹模之間的間隙得Z/2=0.85mm5.3.2翻邊刃口尺寸1.翻邊凸模的刃口尺寸計算查互換性與測量技術基礎表2-4查出其極限偏差為:150+0.33mm查冷沖模設計表3-5磨損系數 取X=0.5則 d凸=(d+X)-(14)0(5-4)=(15+0.50.33)-(14)0.330=15.165-0.082502.翻邊凹模的刃口尺寸計算根據翻邊間隙和翻邊凸模的刃口尺寸來確定翻邊凹模的刃口尺寸D凹=(d凸+22Z)0+(14)(5-5) =(15.
8、165+20.85)0+140.33 =16.8680+0.0825mm第6章 主要零部件及模具結構的設計6.1模架的選擇查中國模具設計大典第3卷,表22.4-30后側導柱模架(GB/T2851.3-1990)根據凹模周界尺寸選擇選擇模架160mm160mm名稱尺寸材料熱處理上模板下模板導柱導套凸緣模柄160mm160mm40mm160mm160mm50mm28mm150mm28mm90mm38mm32mm59mmHT200HT2002020Q235滲碳5862HRC滲碳5862HRC6.2、其他模具零件的結構設計6.2.1落料凹模(圖51): 外尺寸和厚度已定; 需要六個螺紋孔與上模座固定;
9、有兩個與下模板同時配做的銷釘孔;圖62 沖孔凸模圖61 落料凹模 6.2.2沖孔凸模(圖52):設計外形尺寸(工作部分尺寸已定); 標注尺寸、精度、形位公差和粗糙度;6.2.3彈性卸料板(圖53):形與凸凹模間隙配合,外觀視橡皮的數量大小而定; 需要有六個螺紋孔與卸料螺釘配合; 加工出定位擋料釘孔;圖63 彈性卸料板6.3.4其他零件查國標進行具體結構設計,容從略。6.3沖壓模具的裝配圖由以上設計計算,并繪圖設計,該外殼零件的落料沖孔倒裝式復合模裝配圖如下:參考文獻1 王秀鳳、萬良輝沖壓模具設計與制造航空航天大學2 占堯沖壓模具圖冊高等教育3 肖景容沖壓工藝學機械工業4 梁炳文冷沖壓工藝手冊航空航天大學5 王孝培沖壓設計資料致本次課程設計是在胡老師和濤老師的悉心指導和幫助下完成的。在課程設計的選題、資料的搜集以及整個設計過程中,處處凝聚著兩位老師的智慧和心血。兩位老師的治學態度、精益求精的工作作風,時刻激勵和影響著我。使我在短期不僅學識水平有了較大提高,而且更重要的是從老師那里學到了從事研究工作的方法和態度,這必將使我受益終生。正是
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 2025-2026學年內江市威遠縣數學三上期末聯考模擬試題含解析
- 2025-2026學年江西省九江市評估三年級數學第一學期期末監測模擬試題含解析
- 2024年云南省德宏傣族景頗族自治州瑞麗市數學三年級第一學期期末教學質量檢測模擬試題含解析
- 2024年怒江傈僳族自治州維西傈僳族自治縣三上數學期末學業質量監測模擬試題含解析
- 2024年江蘇省鎮江市揚中市三上數學期末學業質量監測模擬試題含解析
- 七年級政治第六課做情緒的主人第一框豐富多彩的情緒人教版課件
- 有效識別主管護師考試誤區試題及答案
- 2025年執業護士考試靈活應對試題及答案
- 2025年主管護師考試各科總結試題及答案
- 南北地區護理差異試題及答案
- GB/T 5744-2023船用氣動快關閥
- 基于藍牙的無線溫濕度監測系統的設計與制作
- 煙花爆竹行業事故應急救援處置培訓
- 申請澆地農業灌溉電申請書
- 汽車貨物運單模板
- 260噸汽車吊地基承載力驗算
- 高中語文第4單元家鄉文化生活4.3參與家鄉文化建設課時作業部編版必修上冊
- 火力發電廠與變電所設計防火規范
- Unit4+Extended+reading-+The+Value+of+Science高中英語牛津譯林版2020必修第三冊
- 小學思政課《愛國主義教育》
- 09《馬克思主義政治經濟學概論(第二版)》第九章
評論
0/150
提交評論