


下載本文檔
版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
1、鋼筋等強度剝肋滾軋直螺紋連接技術規程(2007-08-1517:09:27)i、總Ml1、為在混凝土結構中使用鋼筋等強度剝肋滾軋直螺紋接頭,做到經濟合理,確保質量,特制定本規程。2、本規程適用于鋼筋剝肋滾軋直螺紋接頭的施工應用與驗收。剝肋滾軋直螺紋接頭適用于工業與民用建筑的混凝土結構中直徑為16-40mm勺HRB335HRB400肋鋼筋的連接。3、用于等強度剝肋滾軋直螺紋鋼筋接頭的鋼筋應符合現行國家標準的要求。本規程應與現行行業標準鋼筋機械連接通用技術規程JGJ107-2003配套使用,尚應符合國家現行標準的有關規定。二、術語1、鋼筋等強度剝肋滾軋直螺紋接頭(以下簡稱直螺紋接頭)FullPcr
2、formanccKnob-cutRolledParallelThreeadSplicingofRedars把待連接的鋼筋端部剝肋后滾軋成直螺紋,通過連接套筒將兩根鋼筋連接成一體的鋼筋接頭。2、完整絲扣OncCompleteScrewthtead。(完整一圈的螺紋)3、絲頭RcbarsHeadwithScrewthrcad。(加工成螺紋的鋼筋端部)4、套筒Slecve。(連接鋼筋用的帶內螺紋的連接件)5、可調套筒AdjustableSlecve。(兩端連接鋼筋,中間由過渡螺紋組成的組合體,用于不能轉動處鋼筋的連接)三、接頭的性能滾軋直螺紋接頭的性能應符合鋼筋機械連接通用技術規程JGJ107-20
3、03種I級接頭性能的要求。四、接頭的應用1、滾軋直螺紋接頭適用于要求充分發揮鋼筋強度或對接頭延伸性要求高的各類混凝土結構。2、滾軋直螺紋接頭的混凝土保護層厚度宜滿足現行國家標準混凝土結構設計規范中受力鋼筋保護層最小厚度的要求.3、受力鋼筋滾軋直螺紋接頭的位置應相互錯開。在任一接頭中心至長度為鋼筋直徑的35倍的區段范圍內,有接頭的受力鋼筋截面面積占鋼筋總截面面積的百分率,應符合下列規定:(1) 受拉區的受力鋼筋接頭百分率不宜超過50%(2) 受拉區的鋼筋受力小的部位,接頭百分率可不受限制;(3) 接頭宜避開有抗震設計要求的框架的梁端和柱端的箍筋加密區;當無法避開時,接頭的百分率不應超過50%(4
4、) 受壓區和裝配式構件中鋼筋受力較小部位,接頭百分率可不受限制;4、當對具有鋼筋接頭的構件進行試驗并取得可靠數據時,接頭的應用范圍可根據工程實際情況進行適當調整。5、滾壓直螺紋接頭可用于不同直徑鋼筋的連接。五、套筒1、滾壓直螺紋接頭所用的連接套筒采用45號優質碳素結構鋼或其他經形式檢驗確定符合要求的鋼材2、設計連接套時,套筒的承載力應符合下列要求:擔lykAsl>1.10捶kAs擔likAsl>1.10拔kAs式中:擔lyk,套筒屈服強度標準值拔k,鋼筋抗拉強度標準值擔lik,套筒抗拉強度標準值Asl,套筒的橫截面積捶k,鋼筋屈服強度標準值As,鋼筋的橫截面積3、滾壓直螺紋接頭的連
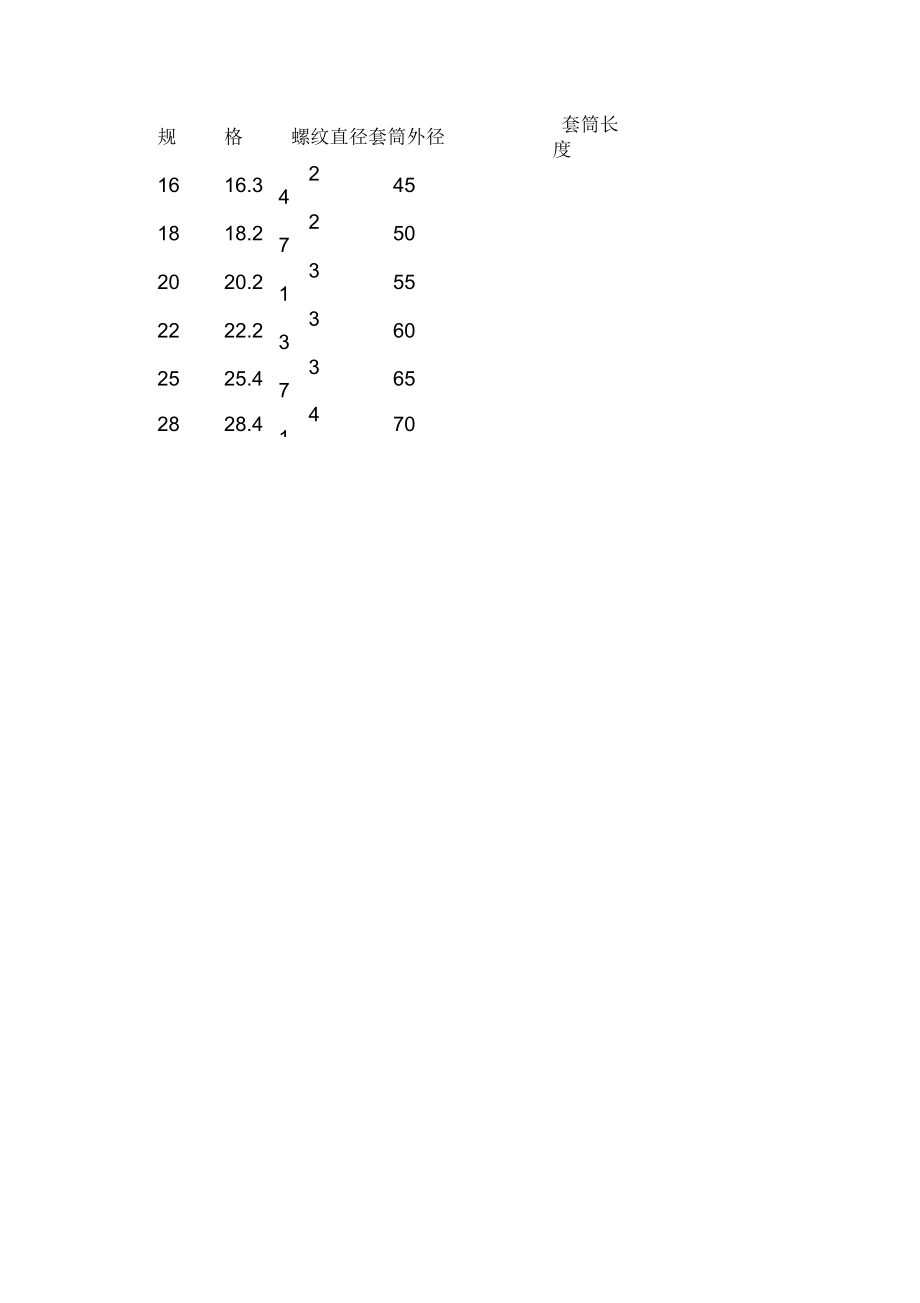
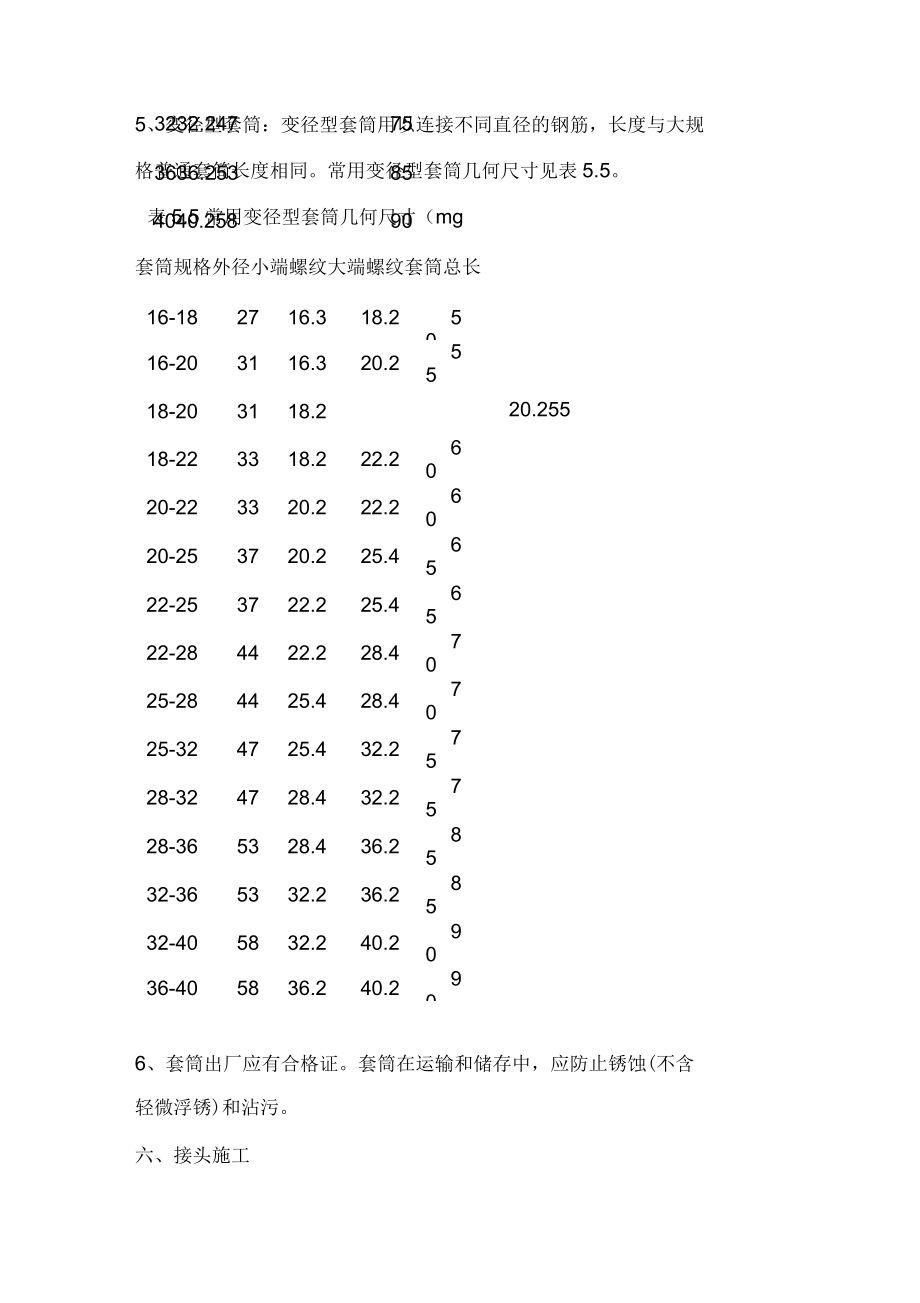
5、接套筒分為標準型套筒、正反絲扣型套筒、變徑型套筒、可調形套筒四中,見附錄A;接頭按連接方法不同分為:標準型接頭、正反絲口型接頭、變徑型接頭、可調形接頭,見附錄B.4、標準型套筒的幾何尺寸應符合表5.4的規定:表5.4標準型套筒的幾何尺寸(mm規格螺紋直徑套筒外徑套筒長度1616.324451818.227502020.231552222.233602525.437652828.441703232.247753636.253854040.258905、變徑型套筒:變徑型套筒用以連接不同直徑的鋼筋,長度與大規格普通套筒長度相同。常用變徑型套筒幾何尺寸見表5.5。表5.5常用變徑型套筒幾何尺寸(mg
6、16-182716.318.25016-203116.320.25518-203118.218-223318.222.26020-223320.222.26020-253720.225.46522-253722.225.46522-284422.228.47025-284425.428.47025-324725.432.27528-324728.432.27528-365328.436.28532-365332.236.28532-405832.240.29036-405836.240.29020.255套筒規格外徑小端螺紋大端螺紋套筒總長6、套筒出廠應有合格證。套筒在運輸和儲存中,應防止銹蝕
7、(不含輕微浮銹)和沾污。六、接頭施工1、施工準備。(1)加滾軋直螺紋接頭施工的人員必須進行技術培訓,經考核合格后方可持證上崗操作。(2)鋼筋應先調直再加工,切口端面宜與鋼筋軸線垂直,端頭有彎曲、馬蹄現象的應切去,不得用氣割下料。2、鋼筋絲頭加工(1)按鋼筋規格所需的調整試棒調整好滾絲頭內孔最小尺寸。(2)按鋼筋規格更換定位盤,并調整好剝肋直徑尺寸。(3)調整剝肋檔塊及滾軋行程開關位置,保證剝肋及滾軋螺紋的長度(4)裝卡鋼筋,開動設備進行剝肋及滾壓加工。(5)加工絲頭時,應采用水溶性切削液,當氣溫低于0c時,應摻入1520燉硝酸鈉。嚴禁用機油做切削液或不加切削液加工絲頭。(6)操作人員應按附錄C
8、中表C1的要求檢查絲頭的加工質量,每加工10個絲頭用通、止環規檢查一次,并剔除不合格絲頭。(7)經自檢合格的絲頭,應由質檢員隨機抽樣進行檢驗,以一個工作班內生產的絲頭為一個驗收批,隨機抽檢10%且不彳#少于10個,并按附錄D填寫鋼筋絲頭檢驗紀錄表。當合格率小于95%寸,應加倍抽檢,復檢中合格率仍小于95%寸,應對全部鋼筋絲頭逐個進行檢驗,并切去不合格絲頭,查明原因并解決后重新加工螺紋。(8)檢驗合格的絲頭應加以保護,在其端頭加帶保護帽或用套筒擰緊,按規格分類堆放整齊。3、現場連接施工(1)連接鋼筋時,鋼筋規格和套筒的規格必須一致,鋼筋和套筒的絲扣應干凈、完好無損。(2)采用預埋接頭時,連接套的
9、位置、規格和數量應符合設計要求。帶連接套筒的鋼筋應固定牢,連接套筒的外露端應有保護蓋。(3)滾軋直螺紋接頭的連接,應用管鉗或工作扳手進行施工。(4)經擰緊后的滾壓直螺紋接頭應做出標記,允許完整絲扣外露為1-2扣。七、接頭的形式檢驗:滾軋直螺紋接頭的形式檢驗應符合鋼筋機械連接通用技術規程JGJ10-2003的各項規定。八、現場檢驗及驗收1、工程中應用滾軋直螺紋接頭時,技術提供單位應提交有效的形式檢驗報告。2、鋼筋連接作業開始及施工過程中,應對每批進場鋼筋進行接頭連接工藝檢驗,工藝檢驗應符合下列要求:(1)每種規格鋼筋的接頭試件不應少于三根;(2)接頭試件的鋼筋母材應進行抗拉強度試驗;(3)三根接
10、頭試件的抗拉強度均不小于該級別鋼筋抗拉強度的標準值,同時還應不小于0.9倍鋼筋母材的實際抗拉強度。計算鋼筋實際抗拉強度時,應采用鋼筋的實際橫截面面積。3、現場檢驗應進行外觀質量檢查和單向拉伸試驗。對接頭有特殊要求的結構,應在設計圖紙中另行注明相應的檢驗項目。4、滾軋直螺紋接頭的現場檢驗按驗收批進行。同一施工條件下采用同一批材料的同等級、同形式、同規格接頭,以500個為一個驗收批進行檢驗和驗收,不足500個也作為一個驗收批。5、對每一驗收批均應按I級接頭的性能進行檢驗與驗收,在工程結構中隨機抽取三個試件作單向拉伸試驗。當三個試件抗拉強度均不小于該級別鋼筋抗拉強度的標準值時,該驗收批判定為合格。如
11、有一個試件的抗拉強度不符合要求,應再取六個試件進行復檢。復檢中仍有一個試件不符合要求,則該驗收批判定為不合格。滾軋直螺紋接頭的單向拉伸試驗破壞形式有三種:鋼筋母材拉斷、套筒拉斷、鋼筋從套筒中滑脫,只要滿足強度要求,任何破壞形式均可判定為合格,并按附錄E填寫接頭拉伸實驗報告。6、在現場連續檢驗十個驗收批,全部單向拉伸試驗一次抽樣合格時,驗收批接頭數量可擴大為1000個。7、隨機抽取同規格接頭數的10%4行外觀質量檢查,鋼筋與套筒規格應一致,接頭完整絲扣外露應不超過2扣。鋼筋滾絲長度及牙數見表:規格套筒長度滾絲長度牙1645士1mm25101850士1mm27.5112055士1mm3012226
12、0士1mm32.5132565士1mm35.5122870士1mm38133275士1mm40.5143685士1mm45.5154090士1mm4816附錄C鋼筋絲頭、連接套筒加工質量檢驗C.12絲頭長度卡尺或專用量規3螺紋直徑通端螺紋環規止端螺紋環規C.2連接套筒的質量檢驗要求見表應滿足相關要求能順利旋入螺紋允許環規與端部螺紋部分旋合,旋入量不應超過3P(P為螺距)C.2C.1鋼筋絲頭質量檢驗項目、檢驗方法及檢驗要求見表表C.1鋼筋絲頭質量檢驗的方法及要求序號檢驗項目量具名稱檢驗要求1螺紋圈數目測牙型飽滿,完整絲扣圈數應滿足相關要求表C.2連接套筒質量檢驗的方法及要求(廠方自檢)序號檢驗項目量具名稱檢驗要求1外觀質量目測表面應無裂紋和影響接頭質量的其他缺陷2外形尺寸卡尺或專用量規長度及外徑應滿足尺寸公差要求3螺紋尺寸通端螺紋塞規能順利旋入連接套筒并達到旋合長度止端螺紋塞規塞規不能通過套筒內螺紋,但允許從套筒兩端部分旋合,旋入量不應超過P(P為螺距)附錄D鋼筋絲頭檢驗紀錄表工程名稱結構種類結構所在層數絲頭類型絲頭數量抽檢數量序號規格絲頭長度螺紋直徑完整絲扣圈數檢驗結論12345678910注:1、按每批加工鋼筋絲頭的10%由檢。2、“絲頭長度”、“螺紋直徑”、“完整絲扣圈數”即“檢驗
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 中國海綿城市建設行業競爭格局分析及投資規劃研究報告
- 2025-2030年中國脫氧合金行業深度研究分析報告
- 2023-2029年中國清水混凝土行業發展監測及市場發展潛力預測報告
- 2025年中國指紋識別行業市場深度評估及投資戰略規劃報告
- 中國川味火鍋行業市場調查研究及投資戰略咨詢報告
- 江蘇新能源汽車特色小鎮行業市場深度調查評估及投資方向研究報告
- 中國教育用平板趨勢預測分析及投資規劃研究建議報告
- 地產培訓計劃課件
- 干果批發行業深度研究分析報告(2024-2030版)
- 中國執法系統行業市場運行態勢及投資戰略研究報告
- 學堂云同等學力研究生公共英語(上)
- 智能建造(利用智能技術和相關技術的建造方式)
- D500-D505 2016年合訂本防雷與接地圖集
- 廣東省高速公路工程施工安全標準化指南測試題補考(含答案)
- 氧化鋅避雷器基礎知識課件
- GB/T 5023.3-2008額定電壓450/750 V及以下聚氯乙烯絕緣電纜第3部分:固定布線用無護套電纜
- GB/T 29264-2012信息技術服務分類與代碼
- GB/T 17626.18-2016電磁兼容試驗和測量技術阻尼振蕩波抗擾度試驗
- 六年級科學上冊教學計劃
- 人教版數學六年級下冊期末測試卷及參考答案
- 會議管理系統的分析與設計
評論
0/150
提交評論