



版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
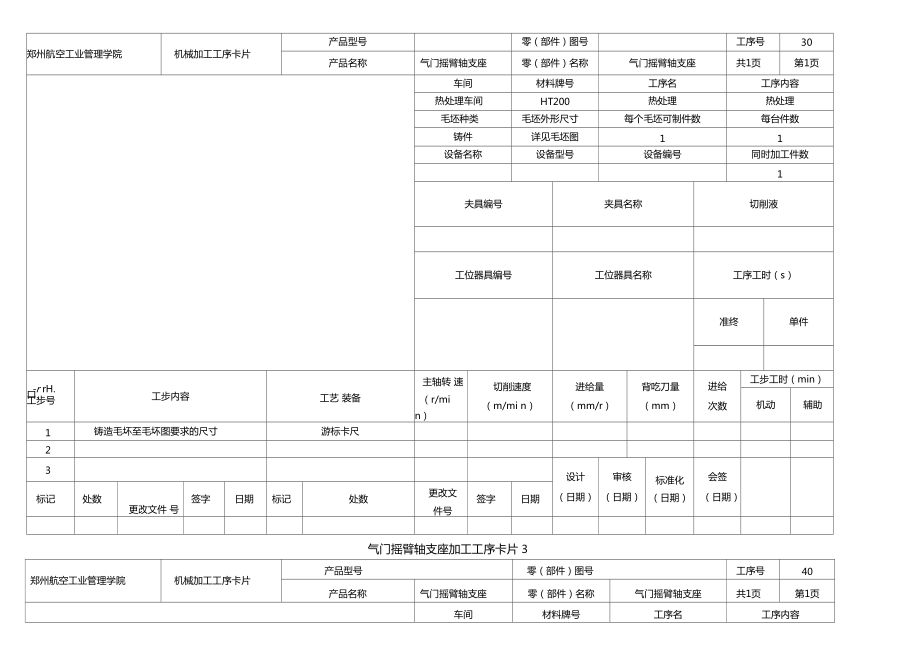
1、氣門搖臂軸支座加工工序卡片1鄭州航空工業管理學院機械加工工序卡片產品型號零(部件)圖號工序號10產品名稱氣門搖臂軸支座零(部件)名稱氣門搖臂軸支座共1頁第1頁車間材料牌號工序名工序內容鑄造車間HT200鑄造鑄造毛坯種類毛坯外形尺寸每個毛坯可制件數每臺件數鑄件詳見毛坯圖11設備名稱設備型號設備編號同時加工件數1夫具編號夾具名稱切削液工位器具編號工位器具名稱工序工時(s)準終單件-r rH. 口、 工步號工步內容工藝 裝備主軸轉 速(r/mi n)切削速度(m/mi n)進給量(mm/r)背吃刀量(mm)進給次數工步工時(min)機動輔助1鑄造毛壞至毛壞圖要求的尺寸游標卡尺23設計(日期)審核(日
2、期)標準化 (日期)會簽(日期)標記處數更改文件 號簽字日期標記處數更改文 件號簽字日期氣門搖臂軸支座加工工序卡片 2鄭州航空工業管理學院機械加工工序卡片產品型號零(部件)圖號工序號30產品名稱氣門搖臂軸支座零(部件)名稱氣門搖臂軸支座共1頁第1頁車間材料牌號工序名工序內容熱處理車間HT200熱處理熱處理毛坯種類毛坯外形尺寸每個毛坯可制件數每臺件數鑄件詳見毛坯圖11設備名稱設備型號設備編號同時加工件數1夫具編號夾具名稱切削液工位器具編號工位器具名稱工序工時(s)準終單件-r rH. 口、 工步號工步內容工藝 裝備主軸轉 速(r/mi n)切削速度(m/mi n)進給量(mm/r)背吃刀量(mm
3、)進給次數工步工時(min)機動輔助1鑄造毛壞至毛壞圖要求的尺寸游標卡尺23設計(日期)審核(日期)標準化 (日期)會簽(日期)標記處數更改文件 號簽字日期標記處數更改文 件號簽字日期氣門搖臂軸支座加工工序卡片 3鄭州航空工業管理學院機械加工工序卡片產品型號零(部件)圖號工序號40產品名稱氣門搖臂軸支座零(部件)名稱氣門搖臂軸支座共1頁第1頁車間材料牌號工序名工序內容銃削車間HT200銃削粗銃毛坯種類毛坯外形尺寸每個毛坯可制件數每臺件數鑄件詳見毛坯圖11設備名稱設備型號設備編號同時加工件數銃床X52K立式銃床1夫具編號夾具名稱切削液工位器具編號工位器具名稱工序工時(s)準終單件-r rH. 口
4、、 工步號工步內容工藝 裝備主軸轉 速(r/mi n)切削速度(m/mi n)進給量(mm/r)背吃刀量(mm)進給 次數工步工時(min)機動輔助1以36mm下底面以及?28外圓端面定 位,粗銃?22上端面X52K立式銃床,硬質合金端 銃刀,游標卡尺255652310.0623設計(日期)審核(日期)標準化 (日期)會簽(日期)標記處數更改文件 號簽字日期標記處數更改文 件號簽字日期氣門搖臂軸支座加工工序卡片 4鄭州航空工業管理學院機械加工工序卡片產品型號零(部件)圖號工序號50產品名稱氣門搖臂軸支座零(部件)名稱氣門搖臂軸支座共1頁第1頁車間材料牌號工序名工序內容銃削車間HT200銃削粗銃
5、,半精銃毛坯種類毛坯外形尺寸每個毛坯可制件數每臺件數鑄件詳見毛坯圖11設備名稱設備型號設備編號同時加工件數銃床X52K立式銃床1夫具編號夾具名稱切削液工位器具編號工位器具名稱工序工時(s)準終單件-r rH. 口、 工步號工步內容工藝 裝備主軸轉速(r/mi n)切削速度(m/mi n)進給量(mm/r)背吃刀量(mm)進給 次數工步工時(min)機動輔助1以粗銃后的?22上端面以及?28外圓端面 定位,粗銃36mm下底面;X52K立式銃床,硬質合 金端銃刀,游標卡尺258642310.092以粗銃后的?22上端面以及?28外圓端面 疋位,半精銃36mm下底面4951232110.093設計(
6、日期)審核(日期)標準化 (日期)會簽(日期)標記處數更改文件 號簽字日期標記處數更改文件 號簽 字日期氣門搖臂軸支座加工工序卡片 5鄭州航空工業管理學院機械加工工序卡片產品型號零(部件)圖號工序號60產品名稱氣門搖臂軸支座零(部件)名稱氣門搖臂軸支座共1頁第1頁車間材料牌號工序名工序內容鉆削車間HT200鉆削鉆削加工毛坯種類毛坯外形尺寸每個毛坯可制件數每臺件數鑄件詳見毛坯圖11設備名稱設備型號設備編號同時加工件數鉆床Z525立式鉆床1夫具編號夾具名稱切削液工位器具編號工位器具名稱工序工時(s)準終單件-r rH. 口、 工步號工步內容工藝 裝備主軸轉速(r/mi n)切削速度(m/mi n)
7、進給量(mm/r)背吃刀量(mm)進給 次數工步工時(min)機動輔助1以加工后的36mm下端面,36mm底座左端 面以及?28端面定位,鉆?11的通孔Z525 立1式鉆床,©11直右,游標卡尺,1360470.110.362柄麻花鉆 塞規3設計(日期)審核(日期)標準化 (日期)會簽(日期)標記處數更改文件 號簽字日期標記處數更改文件 號簽 字日期氣門搖臂軸支座加工工序卡片 6鄭州航空工業管理學院機械加工工序卡片產品型號零(部件)圖號工序號70產品名稱氣門搖臂軸支座零(部件)名稱氣門搖臂軸支座共1頁第1頁車間材料牌號工序名工序內容銃削車間HT200銃削粗銃,半精銃毛坯種類毛坯外形尺
8、寸每個毛坯可制件數每臺件數鑄件詳見毛坯圖11設備名稱設備型號設備編號同時加工件數銃床X52K立式銃床1夫具編號夾具名稱切削液工位器具編號工位器具名稱工序工時(s)準終單件-r rH. 口、 工步號工步內容工藝 裝備主軸轉速(r/mi n)切削速度(m/mi n)進給量(mm/r)背吃刀量(mm)進給 次數工步工時(mi n)機動工步工時(mi n)輔助1以加工后的?11內孔表面,半精銃后的 36mm下端面以及 ?28前端面定位,粗 銃?28后端面,X52K立式銃床,硬質合 金端銃刀,游標卡尺255642210.082以加工后的?11內孔表面,半精銃后的 36mm下端面以及 ?28前端面定位,粗
9、 銃?26后端面255642310.073以加工后的?11內孔表面,半精銃后的 36mm下端面以及?28前端面定位,半精 銃?28后端面4901232110.07標記處數更改文件 號簽字日期標記處數更改文件 號簽 字日期設計(日期)審核(日期)標準化 (日期)會簽(日期)氣門搖臂軸支座加工工序卡片 7鄭州航空工業管理學院機械加工工序卡片產品型號零(部件)圖號工序號80產品名稱氣門搖臂軸支座零(部件)名稱氣門搖臂軸支座共1頁第1頁車間材料牌號工序名工序內容銃削車間HT200銃削粗銃,半精銃毛坯種類毛坯外形尺寸每個毛坯可制件數每臺件數鑄件詳見毛坯圖11設備名稱設備型號設備編號同時加工件數銃床X52
10、K立式銃床1夫具編號夾具名稱切削液工位器具編號工位器具名稱工序工時(s)準終單件-r rH. 口、 工步號工步內容工藝 裝備主軸轉速(r/mi n)切削速度(m/mi n)進給量(mm/r)背吃刀量(mm)進給 次數工步工時(mi n)機動工步工時(mi n)輔助1以加工后的?11內孔表面定位,半精銃后 的36mm下端面以及?28后端面定位,粗 銃?26前端面,粗銃?28前端面,半精 銃?26前端面X52K立式銃床,硬質合 金端銃刀,游標卡尺255642210.072以加工后的?11內孔表面,半精銃后的 36mm下端面以及 ?28 前端面定位,粗 銃?28前端面255642210.083以加工
11、后的?11內孔表面,半精銃后的 36mm下端面以及?28前端面定位,半精 銃?28前端面255642110.08標記處數更改文件 號簽字日期標記處數更改文件 號簽 字日期設計(日期)審核(日期)標準化 (日期)會簽(日期)氣門搖臂軸支座加工工序卡片 8鄭州航空工業管理學院機械加工工序卡片產品型號零(部件)圖號工序號90產品名稱氣門搖臂軸支座零(部件)名稱氣門搖臂軸支座共2頁第1頁車間材料牌號工序名工序內容鉆削車間HT200鉆削鉆擴絞毛坯種類毛坯外形尺寸每個毛坯可制件數每臺件數鑄件詳見毛坯圖11設備名稱設備型號設備編號同時加工件數鏜床Tx611臥式鏜床1夫具編號夾具名稱切削液工位器具編號工位器具
12、名稱工序工時(s)準終單件-r rH. 口、 工步號工步內容工藝 裝備主軸轉速(r/mi n)切削速度(m/mi n)進給量(mm/r)背吃刀量(mm)進給 次數工步工時(mi n)機動工步工時(mi n)輔助1以加工后的?11內孔表面,半精銃后的36mn下端面C, ?28端面G或F定位,鉆?17 的通孔Tx611臥式鏜床麻花 鉆、擴孔鉆、機用鉸刀Tx611臥式鏜床,麻花 鉆、擴孔鉆、機用鉸 刀,?20的鉆咀1124600.11710.352擴?17的通孔至?17.8510005610.42510.453粗鉸?17.85的通孔至*17.941000560.20.04510.454精鉸?17.9
13、4通孔至?18H81000700.20.0310.455兩端1X45°的倒角1200600.11處數更改文件 號簽字日期標記處數更改文件 號簽 字日期設計(日期)審核(日期)標準化 (日期)會簽(日期)氣門搖臂軸支座加工工序卡片 9鄭州航空工業管理學院機械加工工序卡片產品型號零(部件)圖號工序號100產品名稱氣門搖臂軸支座零(部件)名稱氣門搖臂軸支座共2頁第1頁車間材料牌號工序名工序內容鉆削車間HT200鉆削鉆擴絞毛坯種類毛坯外形尺寸每個毛坯可制件數每臺件數鑄件詳見毛坯圖11設備名稱設備型號設備編號同時加工件數鏜床Tx611臥式鏜床1夫具編號夾具名稱切削液工位器具編號工位器具名稱工序
14、工時(s)準終單件-r rH. 口、 工步號工步內容工藝 裝備主軸轉速(r/mi n)切削速度(m/mi n)進給量(mm/r)背吃刀量(mm)進給 次數工步工時(mi n)機動工步工時(mi n)輔助1以加工后的?11內孔表面,以加工后的 36mm下端面,?28端面定位,鉆?15的通 孔的通孔,Tx611臥式鏜床,麻花 鉆、擴孔鉆、機用鉸刀Tx611臥式鏜床,麻花 鉆、擴孔鉆、機用鉸 刀,?18的鉆咀1000470.11510.262擴?15的通孔至?15.851000490.10.42510.243粗鉸?15.85的通孔至?15.951000500.20.0510.244精鉸?15.95通孔至?16H61000500.20.02510.125兩端1X45°的倒角1200600.11處數更改文件簽字日期號標記處數更改文件簽號字日期設計(日期)審核標準化(日期)(日期)會簽(日期)氣門搖臂軸支座加工工序卡片10鄭州航空工業管理學院機械加工工產品型號零(部件)圖號工序號110序卡片產品名稱氣門搖臂軸支座零(部件)名稱氣門搖臂軸支座共1頁第1頁車間材料牌號工序名工序內容鉆削車間VHT200P鉆削鉆削毛坯種類毛坯外形尺寸每個毛坯可制件數每臺件數鑄件詳見毛坯圖11設備名稱設備型號設備編號同時加工件數鉆床Z525立式鉆床1夾具編號夾具名稱切削液工位器具編號工位器具名稱工序工時(s
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 幼兒園活動:梯形探秘
- 年度化驗室工作總結模版
- 小學及初中暑假防溺水安全教育專題會議
- 冠狀動脈痙攣的臨床護理
- 農機駕駛員培訓與春耕安全保障
- PEP小學英語六年級上冊知識點總結模版
- 《餐飲集團人才招募》課件
- 《客戶關系管理軟件應用》課件
- 2025年小學學雷鋒演講比賽活動的工作總結模版
- 2025標準技術轉讓合同范本
- 2023年廣西物流職業技術學院教師招聘考試筆試題庫及答案
- 湖北省天門市2024屆中考聯考生物試題含解析
- 居民自建樁安裝告知書回執
- 廣佛環線佛山西站至廣州北站段項目輸電線路遷改工程環境影響報告表
- 火龍罐技術課件
- 小學英語四年級下冊Unit 1 Part B Read and write教學設計2
- 風電場專用箱式變電站技術要求編制說明
- 社會沖突理論課件
- (21)-9.1《藝術學概論》第九章第一節 藝術批評的含義與性質、原
- 部編版語文八年級下冊第五單元游記散文閱讀練習(含解析)
- GB/T 42602-2023大型鍛鋼件的鍛造規范
評論
0/150
提交評論