



版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
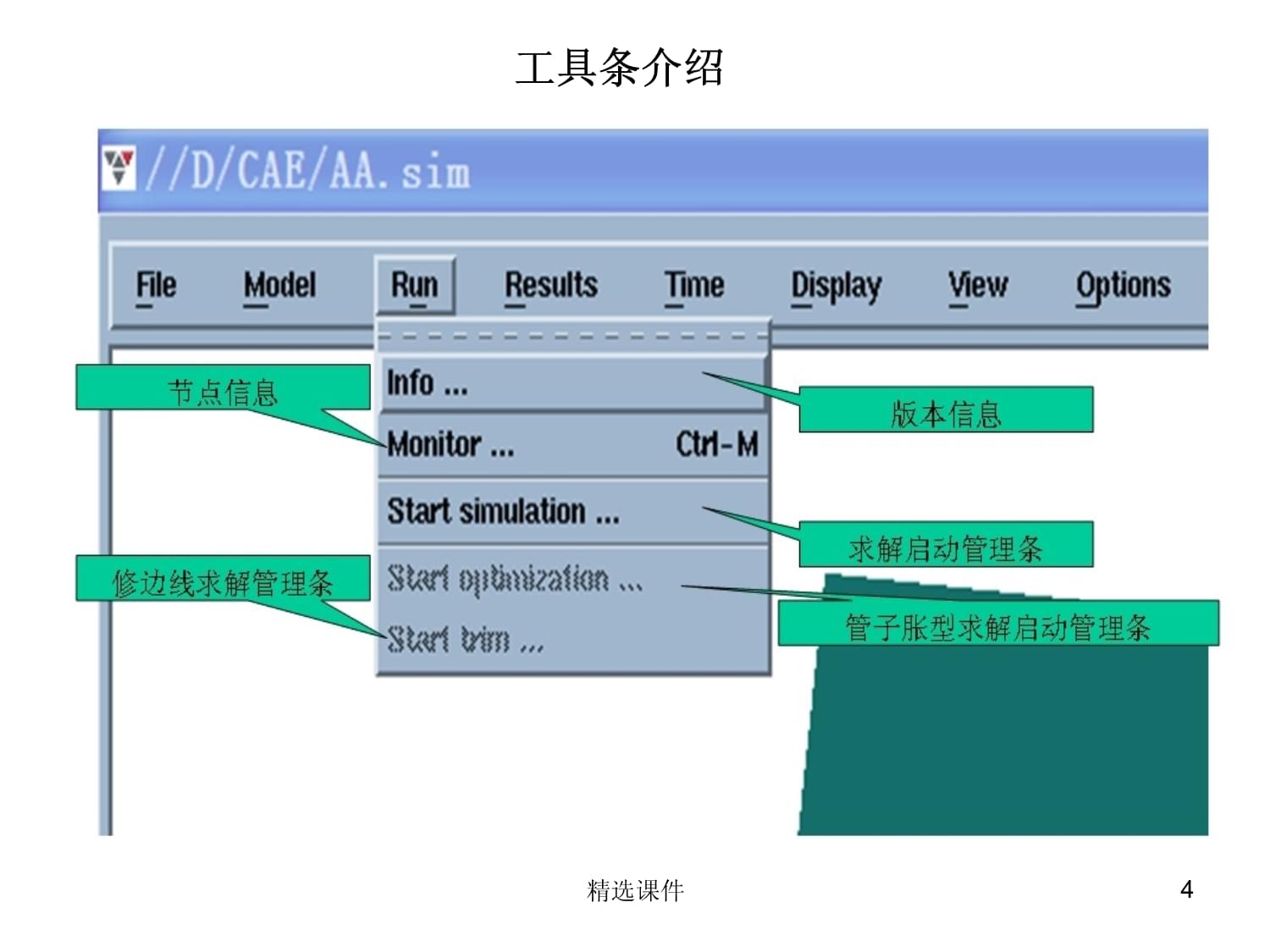
—從產品分析全工序設置教程AutoForm1精選課件工具條介紹2精選課件工具條介紹3精選課件工具條介紹4精選課件工具條介紹5精選課件工具條介紹6精選課件工具條介紹7精選課件工具條介紹8精選課件工具條介紹9精選課件選擇放置IGS文件的目錄,選擇文件,OK導入首先新建一個SIM文件,導入IGS產品數模。新建名稱幾何精度輸入幾何類型10精選課件進入geometrygenerator(幾何管理器)調整沖壓方向設置對稱件和不完全對稱件沖壓方向在制件中心自定義沖壓方向位置最小拉延深度設置好沖壓方向后,單擊應用平均法矢最小沖壓負角自動確定沖壓方向常用方法主要有:平均法矢法、最小拉延深度法和最小沖壓負角法。11精選課件檢查有無小于R2的圓角并倒圓角到R2顯示切換按鈕倒角管理器12精選課件一、增加拉延工序,進行工藝面填充。點擊增加拉延工序,并確定單擊
Mod1,進入此界面,點擊Fillallhole-s填充數模上的所有孔,并應用。填充所有的孔孔的尺寸范圍1、填充孔洞。制件上的孔洞,尤其是較大的孔洞,必須填充,這是保證計算時接觸搜索的需要,保證計算精度的需要。有些邊界較復雜的孔洞,需添加特征線來控制填充面的形狀,此時,為保證填充面能順利輸出,推薦采用“Adddetail”方式來制作填充面。13精選課件2、邊界光順。一個光順的邊界,可以大大提高構建工藝補充面的效率,節省大量的調整工藝補充面的時間。增加光順邊界命令可以填充對稱件中間搭邊可以調整光順邊界過渡效果可以手動調整要光順的區域添加邊界填充
14精選課件3、構建壓料面。構建工藝補充的目的是為了使材料流動盡量均勻一致,因此,構建壓料面時,其截面線到制件的距離變化應均勻、平緩。由于壓料面必須是光順可展的,因此,壓料面的調整應遵循循序漸進的原則。首先,需確定一條主截面線,調整此截面線至合適形狀,截面線調整時,控制點數量應適度,宜少不宜多。調整完主截面線后,視制件形狀復雜程度,在適當位置再添加一條截面線并調整至適當形狀,依此類推,直至獲得一個令人滿意的壓料面。點擊自動增加壓料面點擊此命令增加主截面線Ctrl+右擊增加點,并調整點,控制壓料面的形狀。需要兩條,一般控制主截面線即可點擊自動增加壓料面點擊命令增加主截面線可以調整設置點的z方向坐標15精選課件點擊命令增加工藝補充面4、工藝補充面。工藝補充面是指介于壓料面和制件之間的那部分曲面。Autoform中提供了一系列模板及交互式對話框來調節控制生成工藝補充面。調節工藝補充時應注意:●確定主截面形狀時,需確定凸、凹模圓角(Punchradius、Dieradius)及側壁傾角(Wallangle),確定分模線寬度(POwidths)。調整截面線方向增加截面線編輯分模線可以選擇補充面的類型●為保證工藝補充面的整體光順,應視具體情況,應用“Directions”功能,調節工藝補充上各截面線的分布狀況,調節時尺度應把握在使所有截面線空間分布盡量均勻。●應用“Lines”功能按鈕中的“POwidth???>Edit”功能,編輯分模線形狀。分模線的形狀不宜太復雜,控制點總體上不宜多,拐角出的控制點以三至四個為宜。16精選課件點擊命令增加工藝補充面截面線在這里可以調整此局部的工藝面形狀
Addprf:一般增加四條截面線,其中兩條為主截面線,可以調整此部分工藝填充面的類型、形狀,另外兩條起過渡銜接作用,不需要進行設置。起過渡作用的截面線主截面線主截面線起過渡作用的截面線17精選課件增加加強筋,有時工藝補充面的部分圓角不順暢,在addndm中也不能夠光順過來,也可以通過此命令,進行圓角調整可以增加曲線,來控制圓角的形狀可以調整面的方向18精選課件二、退出幾何管理器點擊命令,進入processgenerator,設置拉延工序進程。以下模為基準以上模為基準從外部導入精確模擬一步成型法首先設置板料的大小,可以選擇rectangle畫一個矩形,定位binder上,材質為CR2,下面進入工具設置。設置板料的中心位置設置板料的尺寸手動勾畫板料放置處做對稱件的一半分析拉延19精選課件上模工具的設置上模上模距離下模的高度工作方向調整20精選課件下模工具的設置下模下模的位置設置為021精選課件壓邊圈工具的設置壓邊圈壓邊圈到下模的距離在沖壓中心在板料中心用戶自定義支撐設置22精選課件增加拉延筋可以復制產品的分模線通過偏置獲得拉延筋增加拉延筋可以修剪不需要的部分拉延筋寬度上模放置在拉延筋上方壓邊圈放置在拉延筋上方23精選課件拉延筋的設置拉延筋類型拉延筋管理器拉延筋參數設置24精選課件設置可變拉延筋增加控制可變拉延筋節點拉延筋阻力系數設置,可以設置每個節點的參數類型、值。拉延筋阻力曲率線25精選課件設置摩擦系數設置摩擦系數的值全部一致上下模分設全部分設摩擦類型26精選課件工具設置好模具狀態如下上模下模壓邊圈板料拉延筋設置好的工具27精選課件模具未開始運動時的狀態設置靜態的靜態的不參與上模與壓邊圈閉合行駛的距離運動的V=1mm/秒上模下走和壓邊圈開始閉合的過程類型行程設置28精選課件設置壓邊力上模和壓邊圈同時下走開始拉延成型的過程上模和壓邊圈同時下走拉延成型所走的行程29精選課件計算最大步距設置計算精度類型各項自定義設置計算精度設置30精選課件設置已經完成,開始計算。點擊開始分析運算因為計算需要很長時間,我們可以先點擊check進行檢查有無錯誤。31精選課件完成后效果,在計算過中,隨時可以File里的Reopen查看中途計算情況。顯示產品拉延后,厚度的變化情況可以查看料厚變薄了多少可以查看產品的起皺情況紅色處部分會開裂橙色處部分會趨于開裂黃色處部分趨向于開裂,但在材料性能之內,不會破裂綠色部分為安全區域灰色處部分趨向于拉延不足,但在材料性能之內,不會影響產品質量藍色處部分趨向于起皺,但在材料性能之內,不會影響產品質量粉色處部分會起皺32精選課件可以查看產品在拉延過程中整體的變化情況FLD報告33精選課件可以讀出產品的成型力為180T,實際的成型力需要乘以系數1.5左右。查看產品的成型力34精選課件三、設置修邊沖孔工序進入到修邊版面增加修邊線或沖孔35精選課件修邊線可以大體勾畫,多次計算,可以得到準確的修邊線,也可以從外部導入現成的。選擇修邊命令切開沖孔增加修邊線因為產品在拉延后會出現反彈,后序需要整形,修邊線不穩定,需要進行多次計算,特別是形狀復雜、有翻邊之類的零件需要進行多次計算。36精選課件選擇沖孔命令增加沖孔命令增加沖孔步驟37精選課件
四、接下來設置整形工序翻邊、整形38精選課件接下來進入geometrygenerator模塊,增加整形工序工藝面設置,設置整形區域和成型鑲塊。翻邊、整形包含工藝補充面部分39精選課件增加兩條分割線,將產品分割開,中間部分為壓料體用40精選課件要整形的面過渡圓角增加整形應用后生成,整形凹模整形凹模的設置41精選課件下面進行工具的設置,首先為凸模工具的設置。選擇新建整形的工藝面凸模的設置可以調整整形的方向,此件為正向整形,不需要改動凸模靜止不動42精選課件凹模的設置凹模的行程位置下面為凹模工具的設置43精選課件壓料體的設置壓料體的行程位置下面為壓料體模工具的設置也可以用此命令選擇44精選課件下面是設置好的工具,如圖所示:壓料體整形凹模2整形凹模1凸模修邊后的產品45精選課件為凹模和壓料體行走的距離壓料力的設定壓料力與凸模閉合過程凹模下走開始整形過程接下來,我們設置工具,一般情況和前面的一樣,一個closing,一個forming,行程均為200,如下圖所示:46精選課件不過需要注意的是這里還需要在closing之前加一個定位,防止一開始板料和工具穿透,我們加一個position工序如下圖:定位增加步驟在模具閉合之前定位在下模上即可定位工序這樣整形已經設置好了,同拉延相同點擊JOB命令,SATAR運算即可,整個工序時,可以一起計算。47精選課件五、回彈發生場合很多,包括拉延回彈、修邊回彈、整形、翻邊回彈等等,這里我們以整形后回彈為例,其他情況類似。
回彈一般選擇導進來的原始產品數模參考幾何體48精選課件下面是重點的回彈工序設置,AutoForm的回彈分兩大種類型,一是自由狀態(無約束條件),另一個是強制約束,我們先說第一種類型,自由狀態無須進行其他設置,可以直接提交計算,強制約束需要設置約束條件(后面詳細說明),另外還需設置工具是否激活,一般情況我們需要激活它,當然不激活它也沒啥問題,但是后面你如果想比較回彈量就不能拿它當參照了,如下圖所示:
自由狀態強制約束激活不激活自由狀態下強制約束無法使用49精選課件我們選擇Constrained
則約束選項啟用,我們必須進行約束的設置,如下圖:夾緊點強制約束
需要輸入的約束是Clamps和Pilots,先說Clamps,它的意思是夾緊的意思,使用它可以在產品上選擇夾緊點,你可以形象的理解它類似于焊裝夾具或沖壓件檢具上的夾緊點,當然你可以選擇曲線,AF會自動分配成一些連續的點,不過需要注意的是設置點的方法,不能過定位,也不能定位不完全。點的定位方式有三種選擇,one-sidedabove、one-sidedbelow以及Double-sided,顧名思義,定位方式的選擇,定位那一邊或者兩邊都定位,參照下圖可以很好理解。定位銷50精選課件有一點需要注意的是Coord.definition一定要與前面的參考幾何(refgeom)一致,前面我們說了建議大家選擇產品為refgeom,這里你就可以用默認的Midplane,不需要進行修改,如果你用TOOL的話。你就需要考慮到料厚的關系了,比如前面你在PUNCH上選取了單元作為refgeom的話(單動),這里的Coord.definition你就不能用Midplane,你就要選擇Bottomsurface,因為此時你的參考面是BLANK的底面。選產品作為refgeom的話。這里就不用考慮這么多了。直接選Midplane,就這是開始我為什么建議大家選擇產品位refgeom的原因了。夾緊點夾緊類型增加夾緊點51精選課件接著我們再說下Pilots,它的意思是導向銷的意思,有點類似定位銷的概念,你可以形象的將它理解成沖壓件檢具上定位銷,設置在孔里也可以設置在邊界,一樣的不能過定位,也不能定位不完全.設置于前面的Clamps的類似。如下圖:導向銷導向銷直徑導向銷方向,可以從外部復制導向銷可以進入曲線管理器,從外部導入設置好的導向銷位置從外部導入可以輸入孔的坐標點前期設置結束了,我們可以直接提交計算了,接著就是如何檢查回彈情況了。52精選課件我們打開Results窗口欄里面的回彈窗口springback,我們得到如下的窗口,我們一個一個來說,第一個是Main,這里我們可以檢查回彈前后板料各個方向的偏離量,角度等等。下面我們挨個說明.
查看回彈結果refgeom不激活時,此項無法使用自定義方向53精選課件第一個:distancefromreference很簡單了指于參考幾何體之間的距離,值得注意的是如果我們前期設置沒有激活refgeom的話這里不可使用的。這個有4個方向,分別為X,Y,Z以及垂直方向,也可以自定義,如圖;
垂直方向垂直方向
提醒一下,如果是負值的話回彈方向是往產品底部的,正值相反。
自定義方向1254精選課件第二個:Materialdisplacement很簡單了指回彈前后板料偏移量,有4個方向,分別為X,Y,Z以及垂直方向,與第一種類似可以自定義,
如圖;自定義方向垂直方向1255精選課件
第三個:Materialdeformation主要是測量角度的,anglechange是指blank中某單元回彈前后的夾角;drawanglechange是指blank中某單元回彈前后的夾角(以拉延方向為參考);Curvaturechange是指回彈前后板料中某單元曲率的變化大小;最后一個Strainchange是指blank中某單元回彈前后應變的變化。如下圖:blank中某單元回彈前后的夾角以拉延方向為參考,blank中某單元回彈前后的夾角回彈前后板料中某單元曲率的變化大小blank中某單元回彈前后應變的變化123456精選課件注意一下:Scalefactor的意思是對你回彈結果顯示的效率比例,默認是1,當你放大,你回彈大的地方AutoForm會將其突出顯示,如下圖:1257精選課件
下面說下第二個選項卡,Adjustment,這個選項設置時選擇FREE的時候才會出現,它的作用主要是會方便的定義鎖死定,相對于前處理設置鎖死要方便的多,這邊你調節鎖死定,在Main那邊確定的云圖顯示也隨之改變比較方便,下面我們簡單說下:增加1個鎖死點增加3個鎖死點選擇局部區域使回彈量最小
鎖定2個坐標,然后通過板料剛性旋轉自定位確定另一個坐標點擊增加58精選課件
還剩下最好的Results部分,它是一個你設置的約束對象的統計如下圖所示:約束這個點所需要的力約束點指豎直的偏移量59精選課件例二、導入產品確定好沖壓方向,建立對稱件。設置好沖壓方向后調整它們之間的距離設置好后的產品添加完全對稱件可以系統定義平面,也可自定義60精選課件此件有翻邊部分,我們先添加翻邊模塊,對翻邊部分進行整理。添加翻邊工序61精選課件選擇過渡圓角選擇翻邊的部分添加翻邊對稱件只要設置一邊即可設置翻邊部分和前面整形設置相同62精選課件翻邊部分已經沒有添加拉延工序63精選課件增加對稱件之間的填充,其余與前面相同64精選課件顯示翻邊部分的線65精選課件將翻邊的區域大概預留出來對分模型進行調整,并將延長此部分,進行翻邊的余量因為前面的翻邊的部分已經被隱藏掉,如果不延長,后面翻邊部分將不能做出
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 探索游戲化在遠程教育中的應用
- 智慧辦公科技驅動的現代辦公模式
- 2025至2030國內心血管介入器械行業市場深度研究與戰略咨詢分析報告
- 2025至2030國內綠化工程設備行業市場深度研究與戰略咨詢分析報告
- 猴年除夕微博祝福語
- 2025至2030骨科植入器材行業市場深度調研及發展趨勢與投資報告
- 初中生健康上網指南
- 2010-2024歷年浙江省臺州市六校高一月考英語試卷(帶解析)
- 2010-2024歷年浙江溫州市十校聯合體高三第一次月考歷史試卷(帶解析)
- 2025河南鄭州花花牛乳制品公司招聘46人筆試參考題庫附帶答案詳解版
- 2023年寶應縣(中小學、幼兒園)教師招聘筆試題庫及答案解析
- 山東中醫藥大學2020-2021學年內科護理學試題及答案1
- 公司制成檢驗記錄表
- DB32T 4174-2021 城市居住區和單位綠化標準
- 基本原理與性能特點多自由度電磁軸承課件
- Q∕SY 1836-2015 鍋爐 加熱爐燃油(氣)燃燒器及安全聯鎖保護裝置檢測規范
- 北京輸變電工程標準工藝應用圖冊(圖文并茂)
- 儀器使用記錄表
- 石河子大學化學化工學院學院綜合測評方案-理學院
- 《汽車電工電子技術》全套教案(完整版)
- 國家職業技能標準 (2021年版) 嬰幼兒發展引導員
評論
0/150
提交評論