



版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
1、除油常見問題的原因及解決方法問題原因解決方法脂效果不佳1) 脫脂劑選擇不當2) 脫脂時間太短3) 脫脂溫度偏低4) 脫脂劑濃度偏低5) 噴射壓力低6) 噴嘴堵塞,流量不足7) )浸漬脫脂的機械作用力小8) 工作液中含油量太高9) 脫脂后水洗不徹底更換脫脂劑延長脫脂時間提高溫度提圖濃度至工藝范圍提高噴射壓力定期清理噴嘴用泵循環,作液或搖動零件更換槽液,并控制槽液中油的質量分數小于%并加強水洗,水洗水用連續溢流工作液泡沫多1) 溫度太低2) 循劃、泉密封處磨損而進空氣3) 脫脂劑選擇不當提高溫度至規定范圍-更換泵的密封材料更換脫脂劑水洗槽液泡沫多1) 水洗槽溢流量太小2) 循劃、泉密封處磨損而進空
2、氣加大溢流水量更換泵的密封材料水洗槽堿度過高1) 堿槽向水洗槽竄溶液2) 零件帶太多的堿液入水洗槽3) 水洗槽的溢流量太小改造設備,避免竄液改變裝掛方式,或延長滴液時間加大溢流水量零件水洗后生銹1) 工序間隔時間太長2) 零件停在水洗段時間過長工序間增加噴濕零件不允許在此長時間停留脫脂不徹底1)、脫脂液濃度低2)、脫脂時間短3)、脫脂液溫度太低4)、局部油脂太厚增加脫脂劑的含量延長脫脂處理時間脫脂液升溫利用擦拭等方法進行預處理噴淋處理泡沫溢出藥液槽1)、消泡劑加入量太少2)、消泡劑失效補加消泡劑更換消泡劑噴淋處理噴嘴堵塞1)、脫脂劑沒有徹底溶解2)、脫脂劑或脫脂槽內有雜物將脫脂劑徹底溶解后再啟
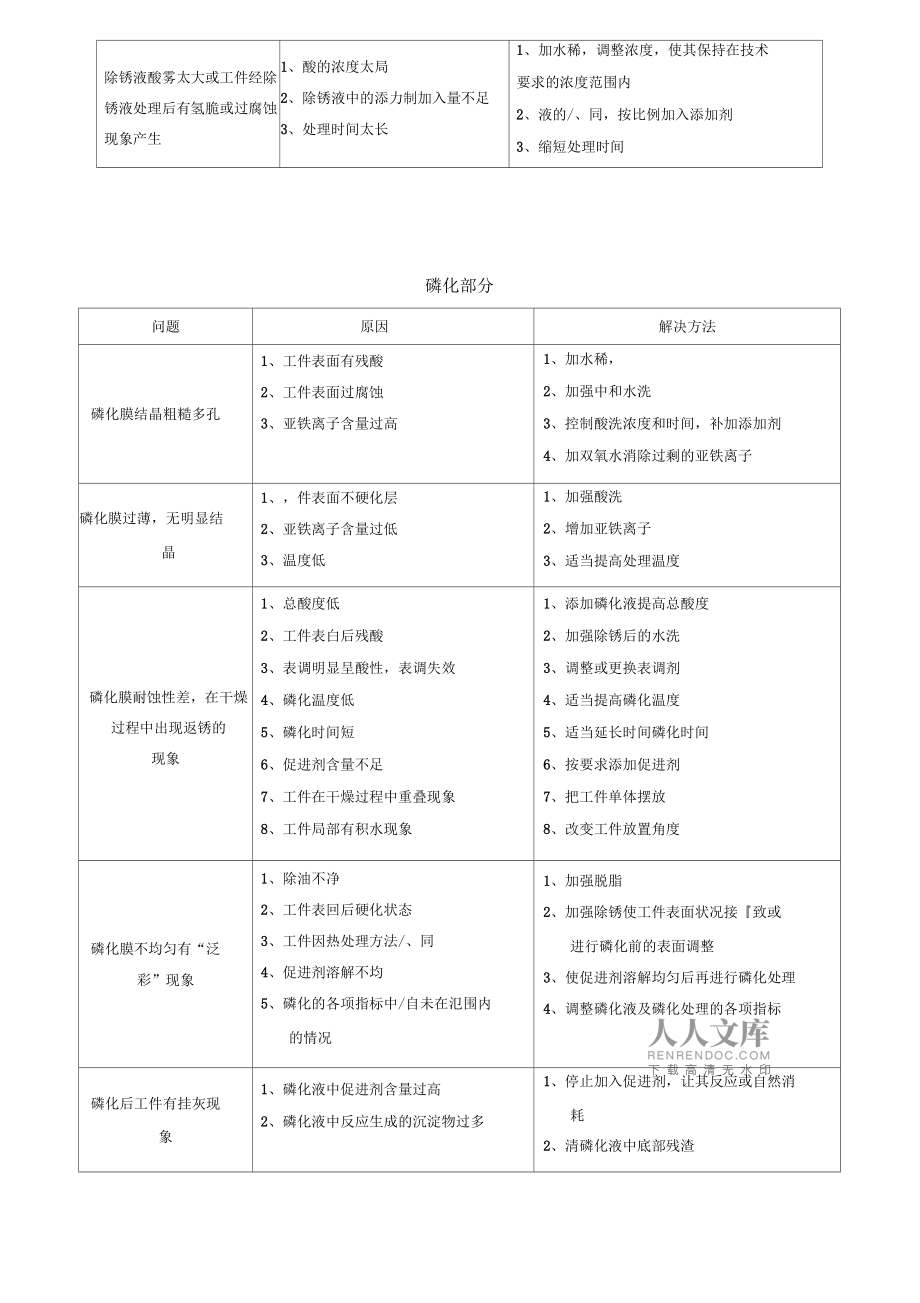
3、動高壓泉消除雜物除銹部分問題原因解決方法1、除銹時間短1、延長除銹時間2、除銹液濃度低2、增加酸的含量,并按比例加入添加劑3、高溫形成的氧化皮太厚、太致密3、延長酸洗時間,增加酸的濃度或采用其他除銹不徹底4、工件表面用油脂層機械方法輔助除銹5、除銹液中鐵離子含量過局,4、除銹前進行脫脂處理除銹液失效5、更換除銹液除銹液酸霧太大或工件經除銹液處理后有氫脆或過腐蝕現象產生1、酸的濃度太局2、除銹液中的添力制加入量不足3、處理時間太長1、加水稀,調整濃度,使其保持在技術要求的濃度范圍內2、液的/、同,按比例加入添加劑3、縮短處理時間磷化部分問題原因解決方法磷化膜結晶粗糙多孔1、工件表面有殘酸2、工件
4、表面過腐蝕3、亞鐵離子含量過高1、加水稀,2、加強中和水洗3、控制酸洗濃度和時間,補加添加劑4、加雙氧水消除過剩的亞鐵離子磷化膜過薄,無明顯結晶1、,件表面不硬化層2、亞鐵離子含量過低3、溫度低1、加強酸洗2、增加亞鐵離子3、適當提高處理溫度磷化膜耐蝕性差,在干燥過程中出現返銹的現象1、總酸度低2、工件表白后殘酸3、表調明顯呈酸性,表調失效4、磷化溫度低5、磷化時間短6、促進劑含量不足7、工件在干燥過程中重疊現象8、工件局部有積水現象1、添加磷化液提高總酸度2、加強除銹后的水洗3、調整或更換表調劑4、適當提高磷化溫度5、適當延長時間磷化時間6、按要求添加促進劑7、把工件單體擺放8、改變工件放置
5、角度磷化膜不均勻有“泛彩”現象1、除油不凈2、工件表回后硬化狀態3、工件因熱處理方法/、同4、促進劑溶解不均5、磷化的各項指標中/自未在氾圍內的情況1、加強脫脂2、加強除銹使工件表面狀況接致或進行磷化前的表面調整3、使促進劑溶解均勻后再進行磷化處理4、調整磷化液及磷化處理的各項指標磷化后工件有掛灰現象1、磷化液中促進劑含量過高2、磷化液中反應生成的沉淀物過多1、停止加入促進劑,讓其反應或自然消耗2、清磷化液中底部殘渣磷化液呈深褐色(不含高溫磷化)磷化效果不佳1、磷化液中亞鐵離子含量過局2、磷化液長時間使用沒后及時添加補充,過分疲勞。1、用雙氧水處理2、適量填充磷化濃縮液,使其達到技術指標,加入
6、適量的促進劑,再倒槽清理殘渣即可恢復狀態鐵系磷化處理后的工件表回后返銹現象1、,件表向油污未去除徹底2、工件過腐蝕3、工件在磷化或干燥過程中有重疊現象4、工件表卸后積水現象1、加強脫脂處理2、縮短除銹時間或間隙除銹液中加入添加劑3、工件要分隔擺開4、改變工件放置角度磷化常見故障及處理方法故障現象產生原因及糾正方法磷化膜結晶粗糙多孔1、游離酸含量高;2、硝酸根含量不足;3、零件表面有殘液,加強中和和清洗;4、亞鐵離子含量過多,用雙氧水調整;5、零件表面過腐蝕,控制酸濃度和時間。磷化膜過薄尢明顯結晶1、總酸度含量高,加水稀釋溶液或加碳酸鹽,調好酸的比值;2、零件表面有硬化層,用強酸腐蝕或噴砂處理;
7、3、亞鐵含量過低,補充磷酸二氫鐵;4、溫度低。磷化膜耐蝕性差和生銹1、磷化晶粒過粗或過細,調節游離酸和總酸度的比值;2、游離酸含量過高;3、低金屬過腐蝕;4、磷酸鹽含量不足;5、零件表白后殘酸。磷化零件有白色沉淀物1、溶液中沉淀過多;2、硝酸根不足;3、鋅、鐵、五氧化二磷含量高。磷化膜不易形成1、零件表卸后加工硬化層;2、溶液中硫酸根含量高,用銀鹽處理;3、磷化溶液滲進雜質,更換磷化液;4、五氧化二磷含量過低,補充磷酸鹽。磷化不均,發花1、除油不凈,溫度太低;2、零件表面喲鈍化狀態,加強酸洗和噴砂;3、零件因熱處理和加工方法小同。冷擠壓后磷化膜產生條狀脫落1、肥皂溶液里有雜質;2、皂化前零件表
8、面有雜質和沉淀物,重新磷化;3、磷化年熱處理加工方法小同。磷化膜發紅抗蝕能力降低1、酸洗液里鐵渣附在表面;2、離了滲入磷溶液。粉末涂料涂裝涂膜缺陷成因及解決方法問題原因1、涂膜光澤不足1、固化時烘烤時間過長;溫度過高;2、烘烤內混有其它有害氣體;3、工件表面過于粗糙;前處理方法選擇不當。2、涂膜變色1、多次反復烘烤;2、烘箱內混有其它氣體;3、固化時烘烤過度。3、涂膜表卸枯皮1、噴涂的涂層厚薄/、均;2、粉末霧化程度不好,噴槍有積粉現象;3、固化溫度偏低;4、粉末受潮,粉末粒子太粗;5、工件接地不良;6、烘烤溫度過高;7、涂膜太薄。4、涂膜產生凹孔1、處理不當,除油不凈;2、氣源受污染,壓縮空
9、氣除油,除水不徹底;3、工件表向不平整;4、受灰塵或其它雜質污染。5、涂膜出現氣泡1、工件表向處埋后,水分未徹底干燥,留后前處理殘液;2、脫脂,除銹不徹底;3、底層揮發物未去凈;4、工件表卸后氣孔;5、粉末涂層太厚。6、涂膜不均勻1、粉末噴霧不均勻;2、噴槍與工件距離過近;3、高壓輸出不穩。7、涂膜沖擊強度和附著力差1、磷化膜太厚;2、固化溫度過低,時間過短,使固化不完全;3、金屬未處理干凈;4、涂工件浸水后會降低附著力。8、涂膜產生針孔1、空氣中含有異物,殘留油污;2、噴槍電壓過高,造成涂層擊穿;3、噴槍與工件距離太近,造成涂層擊穿;4、涂層太薄;5、涂膜沒有充分固化。9、涂膜表面出現少量沙
10、粒1、噴霧堵塞或氣流不;2、噴槍霧化不佳;3、噴粉室內后粉末滴落;4、有其它雜物污染工件表面。10、涂層脫落1、工件表面處理不好,除油除銹不徹底;2、局壓靜電發生器輸出電壓小足;3、工件接地不良;4、噴粉時空氣壓力過高;11、供粉量不均勻1、供粉管或噴粉管堵塞,粉末在噴嘴處粘附硬化;2、空氣壓力不足,壓力不穩定;3、空壓機混有油或水;4、供粉器流化不穩定,供粉器粉末過少;5、供粉管過長,粉末流動時阻力增大。12、粉末飛揚、吸附差1、靜電發生器尢局壓小足;2、工件接地不良;3、氣壓過人;4、回收裝置中風道阻塞。13、噴粉量少1、氣壓不足,氣量不夠;2、氣壓過高,粉末與流的混合體中空氣比例過高;3
11、、空所中混有水氣和油污;4、噴槍頭局部堵塞。14、噴粉管阻塞1、由于噴粉管材質故,粉末容易附著管壁;2、輸出管受熱,引起管中粉琳結塊;3、輸粉管彎拆,扭曲;4、粉末中混有較在的顆粒雜質。噴涂中常見的不良問題和排除指南現象主要相關的因素排除指南色差烘烤時間過長或過短,溫度過高或過低,烘烤爐局部異常參照供應商提供的固化條件,調校檢查烘烤爐加熱部件狀況涂層過厚或過薄電壓的高低掛具觸點或接地點導電不良噴粉時間的長短噴粉量的大小噴槍和工件的間矩粉末導電率電壓在50-100KV范圍內高則厚、低則薄清理掛具,檢查接地,保證良好的導電性調整鏈條速度,增加或縮短噴涂時間調整氣壓,提高或減少輸粉量調整間距,近則厚
12、,遠則薄更換粉末或要求供應商提高粉末導電率噴槍出粉不均勻供粉器不正常空氣壓力不足或壓力不穩輸粉管過長檢查供粉器是否堵塞,氣壓是否正常加大氣壓和穩定壓力盡量減少輸粉管長度涂膜機械強度差表面處理不當固化嚴重不足或過度涂膜過厚(特別是返噴產品)粉末本身和固化條件不適應改進前處理工藝嚴格掌握固化條件,取得經驗數據控制涂膜厚度在120um以下遵照供應商提供的固化條件適當調整涂膜表面存在氣孔、針孔及縮孔工件表面留有殘酸或除油不凈氣源凈化不夠工件銹蝕嚴重,磷化膜疏松受其他粉末的影響受硅、酯類物品的干擾粉末含水量高,低分子量物質過多調整前處理工藝設置多級凈化裝置,改善氣源純度改變前處理工藝方法清理供、噴系統,
13、調換新粉清除污染源,調換新粉調換合格新粉涂膜光澤過高或過低固化溫度和時間的影響受另一種粉末的影響工件表面粗糙、銹蝕嚴重粉末本身光澤低固化過度則低,不足則高盡量不要混用其他粉末增加打磨工藝(或刮月子),適當加厚涂層調換適應要求的粉末涂膜流平性差固化溫度區域控制不當涂膜太厚或太薄氣壓、電壓太高幾種常見的電泳弊病和解決方法顆粒的成因和防治顆粒成因解決方法1:槽液的PH偏局,堿性物質混入,造成槽液/、穩定,1:速將槽液的PH值控制在工藝要求范圍的下樹脂析出或聚.限,加強過濾.2:槽液和后沖洗液臟,過濾不良.2:加強過濾,推薦米用精度為25dm的過濾組件.3:在烘干過程中落下顆粒狀的污物.3:清理烘干室
14、和空氣過濾器.4:涂裝劃、境差.4:保持涂裝環境清潔,檢查并消除空氣的塵埃源.5:工業用水水質不好6:磷化殘渣,前處理水洗不充分.5:加強磷化處理后的水洗,提高純水質量針孔的成因解決方法針孔成因解決方法1:槽液中雜質禽子含量過高,電解劇烈,被涂物面氣體產1:排放超濾液,加純水,降低雜質禽子的含量.生多.2:調整磷化配方及工藝,使磷化膜致密化.2:磷化膜空隙率高,也易含氣體.3:加強槽液攪拌,確保槽液溫度在28s30c下3:槽液溫度偏低或攪拌不充分,使洗濕膜脫泡不良.進彳T.4:被涂物入槽液面流速低有泡沫堆積.4:使液面的流速大于0.2m/s,消除堆積的泡沫.縮孔的成因及解決方法縮孔成因解決方法1:被涂物前處理脫脂不良或清洗后又落下油污和沉埃.1:加強被涂物的脫脂工序2:槽液中混入油污,漂浮在槽液面2:在槽液循環系統設除油過濾袋,同時查清油3:烘干室不十凈,循環風中含有油分.污源,嚴禁油污帶入槽.4:涂裝環境臟,空氣中可能含有油霧,含有機硅物質等3:保持烘干室和循環熱風的清潔污染被涂物或濕涂膜.4:保持涂裝環境清潔.5:槽液的灰份低,
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 木材與納米多相結構的環境友好性研究-洞察闡釋
- 教育信息化與未來學校建設
- 自動化運維的實時監控與告警機制研究-洞察闡釋
- 2025年中國床尾單行業市場發展前景及發展趨勢與投資戰略研究報告
- 2024-2030全球含水率分析儀行業調研及趨勢分析報告
- 解熱止痛散藥企與醫院的經濟合作影響分析-洞察闡釋
- 2025-2030年中國液晶DVD一體機行業深度研究分析報告
- 社交媒體網絡的操縱行為特征分析-第1篇-洞察闡釋
- 瘦肉精residues在厭氧發酵過程中的毒理學研究-洞察闡釋
- 中國舞蹈襪行業市場發展前景及發展趨勢與投資戰略研究報告(2024-2030)
- 2024年江蘇寧海中學提前自主招生數學試卷真題(含答案詳解)
- 兒童友好醫院建設指南
- 蒙醫學氣功功法的介紹與實踐
- 安全生產企業培訓課件
- 【MOOC】西方園林歷史與藝術-北京林業大學 中國大學慕課MOOC答案
- 第四屆全國儀器儀表行業職業技能競賽-無人機裝調檢修工(儀器儀表檢測)理論考試題庫(含答案)
- 2024版《53天天練單元歸類復習》3年級語文下冊(統編RJ)附參考答案
- 滅鼠行業營銷策略方案
- 心臟瓣膜病患者的護理
- Unit2HealthylifestyleProjectDoahealthsurvey教學設計高中英語人教版選擇性
- 經尿道前列腺電切術后膀胱沖洗的護理-課件
評論
0/150
提交評論