



版權(quán)說(shuō)明:本文檔由用戶提供并上傳,收益歸屬內(nèi)容提供方,若內(nèi)容存在侵權(quán),請(qǐng)進(jìn)行舉報(bào)或認(rèn)領(lǐng)
文檔簡(jiǎn)介
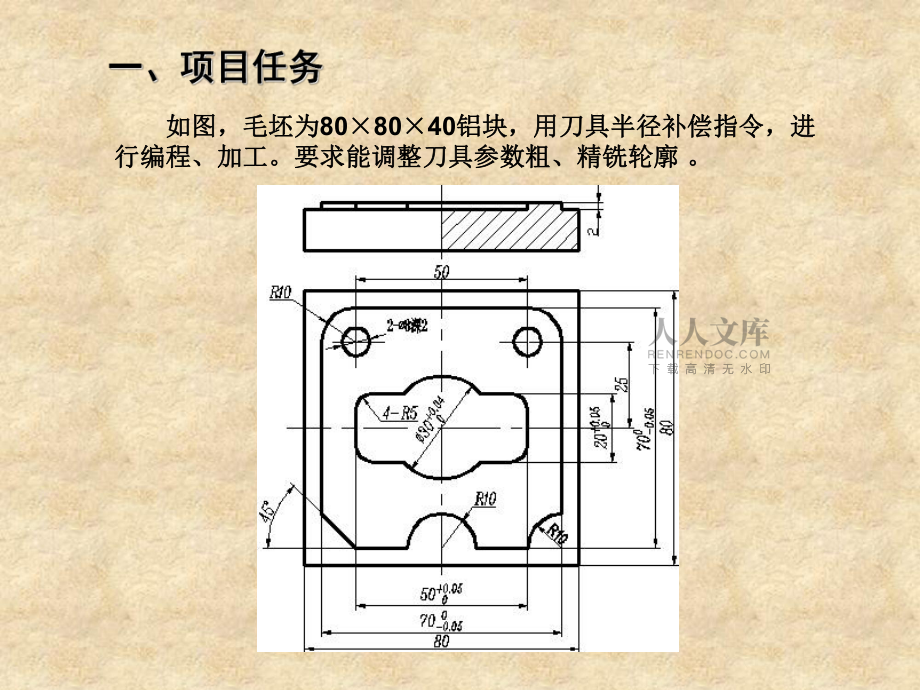
1、項(xiàng)目四:內(nèi)外輪廓銑削項(xiàng)目四:內(nèi)外輪廓銑削加工加工2 2慈溪職業(yè)高級(jí)中學(xué)慈溪職業(yè)高級(jí)中學(xué)如圖,毛坯為如圖,毛坯為808040鋁塊,用刀具半徑補(bǔ)償指令,進(jìn)鋁塊,用刀具半徑補(bǔ)償指令,進(jìn)行編程、加工。要求能調(diào)整刀具參數(shù)粗、精銑輪廓行編程、加工。要求能調(diào)整刀具參數(shù)粗、精銑輪廓 。1.1.了解孔系加工方式的基本知識(shí);了解孔系加工方式的基本知識(shí);2.2.掌握掌握G81G81、G80G80的指令編制方法;的指令編制方法;1.1.會(huì)內(nèi)外輪廓加工的工藝分析;會(huì)內(nèi)外輪廓加工的工藝分析;2.2.能熟練裝夾刀具及正確對(duì)刀;能熟練裝夾刀具及正確對(duì)刀;3.3.能熟練編寫輪廓銑削程序能熟練編寫輪廓銑削程序 ;4.4.會(huì)利用固
2、定循環(huán)完成孔的加工會(huì)利用固定循環(huán)完成孔的加工 ;知識(shí)目標(biāo)知識(shí)目標(biāo)能力目標(biāo)能力目標(biāo)情感目標(biāo)情感目標(biāo)1.1.激發(fā)學(xué)生愛(ài)專業(yè)、學(xué)專業(yè)的積極性;激發(fā)學(xué)生愛(ài)專業(yè)、學(xué)專業(yè)的積極性;2.2.培養(yǎng)學(xué)生嚴(yán)謹(jǐn)?shù)膶W(xué)習(xí)態(tài)度敏學(xué)創(chuàng)新的職業(yè)意識(shí);培養(yǎng)學(xué)生嚴(yán)謹(jǐn)?shù)膶W(xué)習(xí)態(tài)度敏學(xué)創(chuàng)新的職業(yè)意識(shí);3.3.養(yǎng)成安全、文明生產(chǎn)的職業(yè)素養(yǎng)。養(yǎng)成安全、文明生產(chǎn)的職業(yè)素養(yǎng)。1. 工藝準(zhǔn)備工藝準(zhǔn)備(1)讀圖,對(duì)圖形尺寸、公差大小、表面粗糙度等進(jìn))讀圖,對(duì)圖形尺寸、公差大小、表面粗糙度等進(jìn)行系統(tǒng)分析。行系統(tǒng)分析。該零件幾何特點(diǎn):有該零件幾何特點(diǎn):有2個(gè)對(duì)稱的孔組成個(gè)對(duì)稱的孔組成 (2)刀具選擇。)刀具選擇。(3)確定加工順序及進(jìn)給路線,制定加工
3、工藝。)確定加工順序及進(jìn)給路線,制定加工工藝。 粗銑凹槽留余量0.2 精銑凹槽控制尺寸及表面粗糙度(4)工件裝夾準(zhǔn)備。)工件裝夾準(zhǔn)備。 夾具夾具:平口虎鉗(一)學(xué)習(xí)孔加工的相關(guān)知識(shí)(一)學(xué)習(xí)孔加工的相關(guān)知識(shí)2.相關(guān)編程知識(shí)相關(guān)編程知識(shí) 1.孔加工的主要方法:孔加工的主要方法: (1)對(duì)于直徑大于30mm的已鑄出或鍛出的毛坯孔的孔加工,一般采用粗鏜半精鏜孔口倒角精鏜的加工方案; (2)孔徑較大的可采用立銑刀粗銑精銑加工方案; (3)對(duì)于直徑小于30mm無(wú)底孔的孔加工,通常采用锪平端面打中心孔鉆擴(kuò)孔口倒角鉸加工方案,對(duì)有同軸度要求的小孔,需采用锪平端面打中心孔鉆半精鏜 孔口倒角精鏜(或鉸)加工方案
4、。 鉆削、擴(kuò)削、鉸削、 銑削和鏜削。 2.孔加工的常用方法選擇:孔加工的常用方法選擇: (二)孔加工刀具(二)孔加工刀具2.相關(guān)編程知識(shí)相關(guān)編程知識(shí) 1. 普通麻花鉆 2.銑刀3.鏜刀4.鉸刀鉸刀:鉸刀:(三)孔加工固定循環(huán)指令(三)孔加工固定循環(huán)指令2.相關(guān)編程知識(shí)相關(guān)編程知識(shí) 鉸刀:鉸刀: G90 G73 G98XYZRQPFK; G91 G89 G99G80;1指令格式指令格式(三)孔加工固定循環(huán)指令(三)孔加工固定循環(huán)指令2.相關(guān)編程知識(shí)相關(guān)編程知識(shí) 鉸刀:鉸刀:2指令說(shuō)明指令說(shuō)明G73G73 G89G89:孔加工方式,模態(tài)代碼,同組代碼可以替換。G98/G99G98/G99:孔加工完
5、成后,控制刀具返回位置。 G98指令控制刀具返回初始平面,G99指令控制刀具返回R平面返回點(diǎn)的選擇返回點(diǎn)的選擇: :依據(jù)刀具在孔依據(jù)刀具在孔間移動(dòng)時(shí)的安間移動(dòng)時(shí)的安全性來(lái)決定。全性來(lái)決定。 (三)孔加工固定循環(huán)指令(三)孔加工固定循環(huán)指令2.相關(guān)編程知識(shí)相關(guān)編程知識(shí) 鉸刀:鉸刀:2指令說(shuō)明指令說(shuō)明X_Y_X_Y_:孔在xy平面的坐標(biāo)位置,可用G90/G91指令來(lái)設(shè)定絕對(duì)值或增量值。Z_Z_:指定孔底坐標(biāo)值。用增量方式時(shí),是R點(diǎn)到孔底的距離;用絕對(duì)值方式時(shí),是孔底的絕對(duì)坐標(biāo)值 (三)孔加工固定循環(huán)指令(三)孔加工固定循環(huán)指令2.相關(guān)編程知識(shí)相關(guān)編程知識(shí) 鉸刀:鉸刀:2指令說(shuō)明指令說(shuō)明P_P_:暫
6、停時(shí)間(ms),功能與G04相同。F_F_:切削進(jìn)給速度,mm/min; 若為攻螺紋循環(huán):F=S*TK_K_:用來(lái)指定固定循環(huán)的重復(fù)次數(shù)。只循環(huán)一次時(shí),K可不指定 。Q_Q_:無(wú)符號(hào)的數(shù)據(jù),在深孔加工中(G73、G83),表示每次切入量;在精鏜循環(huán)中(G76、G87),指定刀具位移量 。 R_R_:在增量方式中是指起始點(diǎn)到R點(diǎn)的距離;而在絕對(duì)值方式中是指R點(diǎn)的絕對(duì)坐標(biāo)值 。 G80 :取消固定循環(huán),包括孔加工信息全部取消 。(三)孔加工固定循環(huán)指令(三)孔加工固定循環(huán)指令2.相關(guān)編程知識(shí)相關(guān)編程知識(shí) 鉸刀:鉸刀:3G81指令指令功能功能:鉆孔循環(huán)。應(yīng)用應(yīng)用:適用于打中心孔、鉆孔、擴(kuò)孔。 格式格
7、式:G98/G99 G81 G98/G99 G81 X_Y_Z_R_F_K_ ;加工動(dòng)作:加工動(dòng)作: (三)孔加工固定循環(huán)指令(三)孔加工固定循環(huán)指令2.相關(guān)編程知識(shí)相關(guān)編程知識(shí) 鉸刀:鉸刀:4G83指令指令功能功能:深孔加工循環(huán)。應(yīng)用應(yīng)用:適用于深孔加工。格式格式:G98/G99 G83 X_Y_Z_Q_R_F_G98/G99 G83 X_Y_Z_Q_R_F_;加工動(dòng)作:加工動(dòng)作: Q是每次切削量,無(wú)符號(hào)。 (三)孔加工固定循環(huán)指令(三)孔加工固定循環(huán)指令2.相關(guān)編程知識(shí)相關(guān)編程知識(shí) 鉸刀:鉸刀:4 4實(shí)實(shí)例例使用孔加工固定循環(huán)指令,編制如圖所示鉆孔加工程序:設(shè)刀具起點(diǎn)距工件上表面50mm,在距工件上表面5mm處(R點(diǎn))由快進(jìn)轉(zhuǎn)換為工進(jìn),每孔深為5mm。00081;G54 G90 G00 X0 Y0 Z50;M03 S600;G99 G81 X25 Y25 R5 Z-5 F30;X-25;Y-25;X25;G00 X0 Y0 Z50;M05 ;M30: 1.編制數(shù)控加工程序 2.機(jī)床操作與零件加工(1)程序輸入、調(diào)試;(2)對(duì)刀及參數(shù)的設(shè)置 ; (3)零件加工:(4
溫馨提示
- 1. 本站所有資源如無(wú)特殊說(shuō)明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請(qǐng)下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請(qǐng)聯(lián)系上傳者。文件的所有權(quán)益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網(wǎng)頁(yè)內(nèi)容里面會(huì)有圖紙預(yù)覽,若沒(méi)有圖紙預(yù)覽就沒(méi)有圖紙。
- 4. 未經(jīng)權(quán)益所有人同意不得將文件中的內(nèi)容挪作商業(yè)或盈利用途。
- 5. 人人文庫(kù)網(wǎng)僅提供信息存儲(chǔ)空間,僅對(duì)用戶上傳內(nèi)容的表現(xiàn)方式做保護(hù)處理,對(duì)用戶上傳分享的文檔內(nèi)容本身不做任何修改或編輯,并不能對(duì)任何下載內(nèi)容負(fù)責(zé)。
- 6. 下載文件中如有侵權(quán)或不適當(dāng)內(nèi)容,請(qǐng)與我們聯(lián)系,我們立即糾正。
- 7. 本站不保證下載資源的準(zhǔn)確性、安全性和完整性, 同時(shí)也不承擔(dān)用戶因使用這些下載資源對(duì)自己和他人造成任何形式的傷害或損失。
最新文檔
- T/CBMCA 058-2024道路用鋼渣磚
- T/CECS 10396-2024鋁模混凝土用界面處理劑
- 盤扣架租賃合同4篇
- 專業(yè)標(biāo)準(zhǔn)化題庫(kù)及答案
- 上海市考編小學(xué)數(shù)學(xué)試題
- 上海安全b證考試題庫(kù)及答案
- 版權(quán)登記合同轉(zhuǎn)讓協(xié)議5篇
- 解除三方協(xié)議范文5篇
- 理論聯(lián)系實(shí)際談一談如何維護(hù)政治安全?參考答案1
- 民間借貸合同范本(借款人為個(gè)人)4篇
- 2025年職業(yè)技能競(jìng)賽(計(jì)算機(jī)程序員賽項(xiàng))參考試題(附答案)
- 合伙人商業(yè)保密協(xié)議書9篇
- 湖北省武漢市2025屆高中畢業(yè)生四月調(diào)研考試語(yǔ)文試卷及答案(武漢四調(diào))
- 2025年全國(guó)中小學(xué)生百科知識(shí)競(jìng)賽題庫(kù)及答案(480題)
- 測(cè)控技術(shù)培訓(xùn)課件
- 2025年度專業(yè)技術(shù)人員繼續(xù)教育公需科目考試題(附答案)
- 2025屆天津市十二區(qū)重點(diǎn)學(xué)校高三下學(xué)期畢業(yè)聯(lián)考(一)英語(yǔ)試題(含答案)
- 毽球知到智慧樹章節(jié)測(cè)試課后答案2024年秋武漢職業(yè)技術(shù)學(xué)院
- 轉(zhuǎn)科申請(qǐng)書 醫(yī)院
- 社會(huì)工作行政(第三版)課件全套 時(shí)立榮 第1-11章 社會(huì)服務(wù)機(jī)構(gòu)- 社會(huì)工作行政的挑戰(zhàn)、變革與數(shù)字化發(fā)展
- 密級(jí)內(nèi)部公開園林企信通項(xiàng)目用戶手冊(cè)企業(yè)用戶
評(píng)論
0/150
提交評(píng)論