



版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
1、落料沖孔復合模設計說明書 院 系: 機電工程學院 專 業: 材料成型及控制工程 班 級: 09及材控二班 學 號: 20091185 姓 名: 李明紅 指導老師: 周健老師 目錄1、 概論_22、 工藝分析方案及確定_23、 模具結構的確定_44、 工藝計算_55、 主要工作零件的設計_96、 總裝配圖_157、 參考文獻_161、 概論模具是工業生產的基礎工藝裝備。振興和發展我國的模具工業,日益受到人們的重視和關注。在電子、汽車、電機、電器、儀器、儀表、家電和通訊等產品中,6080%的零部件,都要依靠模具成形。用模具生產制件所表現出來的高精度、高復雜程度、高一致性、高生產率和低消耗,是其他加
2、工制造方法所不能比擬的。模具又是“效益放大器”,用模具生產的最終產品的價值,往往是模具自身價值的幾十倍、上百倍。模具生產技術水平的高低,已成為衡量一個國家產品制造水平高低的重要標志,在很大程度上決定著產品的質量、效益和新產品的開發能力。 設計出正確合理的模具不僅能夠提高產品質量、生產率、模具使用壽命,還可以提高產品的經濟效益。本次設計的是一套落料沖孔模,經過查閱資料,對零件進行結構和工藝分析,通過沖裁力、頂件力卸料力等力計算并確定壓力機的型號。對模具各部分進行強度校核,確認其是否滿足使用要求。總而言之,要通過合理的設計,能夠制造出既節省原材料,又能加工出符合要求的零件的落料沖孔模。2、 工藝方
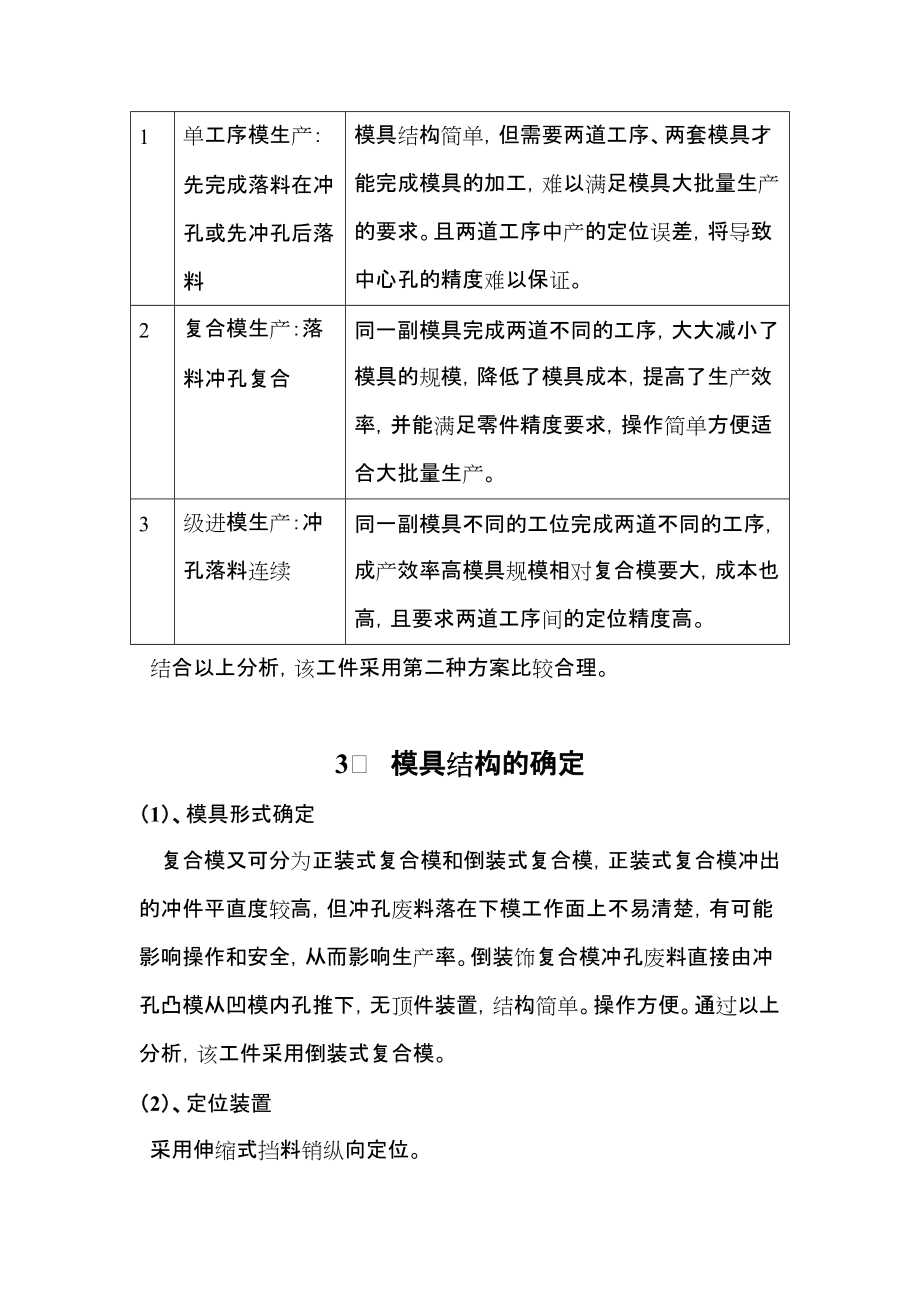
3、案分析及確定2.1零件沖壓工藝分析(1)、產品結構形狀分析 圖2-1 材料:08F 料厚:1 生產批量:大批量生產由圖分析,零件為一落料圓形中間沖制一個星形而成。在設計時,需滿足以下要求:、必須保證操作安全、方便。、保證生產率和高質量件的同時,力求低成本和模具的壽命長。、保證模具的強度和外形的美觀。(2)、工藝方案的確定。 完成此工件需要沖孔落料兩道工序,加工方案有三種:序號工藝方案機構特點1單工序模生產:先完成落料在沖孔或先沖孔后落料模具結構簡單,但需要兩道工序、兩套模具才能完成模具的加工,難以滿足模具大批量生產的要求。且兩道工序中產的定位誤差,將導致中心孔的精度難以保證。2復合模生產:落料
4、沖孔復合同一副模具完成兩道不同的工序,大大減小了模具的規模,降低了模具成本,提高了生產效率,并能滿足零件精度要求,操作簡單方便適合大批量生產。3級進模生產:沖孔落料連續同一副模具不同的工位完成兩道不同的工序,成產效率高模具規模相對復合模要大,成本也高,且要求兩道工序間的定位精度高。結合以上分析,該工件采用第二種方案比較合理。 3、 模具結構的確定(1)、模具形式確定復合模又可分為正裝式復合模和倒裝式復合模,正裝式復合模沖出的沖件平直度較高,但沖孔廢料落在下模工作面上不易清楚,有可能影響操作和安全,從而影響生產率。倒裝飾復合模沖孔廢料直接由沖孔凸模從凹模內孔推下,無頂件裝置,結構簡單。操作方便。
5、通過以上分析,該工件采用倒裝式復合模。(2)、定位裝置 采用伸縮式擋料銷縱向定位。(3)、卸料裝置 條料卸除:采用彈性卸料版,由于是倒裝復合模,彈性卸料版安裝在下模。 工件卸除:采用打料裝置將工件從落料凹模中推下,落在模具工作表面上。沖孔廢料卸除:下模座直接由漏料孔排出(4)、導向零件 采用滑動式導柱導套極限導向。(5)、模架 采用中間導柱模模架,導柱分布在矩形凹模的對稱中心線上,受力平衡,滑動平穩,拔模方便。4、 工藝計算(1)、排樣設計 零件外形為圓形,可以采用單排,交叉雙排或多排;考慮到工件為大批量生產,若采用雙排或多排會增大模具尺寸結構,從而增加模具的生產成本,故采用單排結構;如圖所示
6、:圖4-1:排樣圖確定搭邊值:根據參考文獻當=1時,2,1.5.計算調料寬度:采用無側壓裝置,所以=0.1,=0.5 B=(Dmax+2a+Z) =(30+2×2+0.1) =34.1導料銷之間的距離A=B+Z=34.2材料利用率計算:總=×100%式中:n一張板料上的沖裁件總數目; A一個沖裁件的實際面積; B板料的寬度; L板料的總長度;若取工件工件數為14,則:L=14×30+15×1.5=442.5 取443 ,所以條料規格為443 ×34.1×1 利用CAD計算得一個沖裁件的面積A1=545.2083 2總=×10
7、0%=50.585%(2)、計算沖裁力沖裁力計算公式為F=F孔+F落式中:F沖裁力(N) 孔沖孔沖裁力(N) F落落料沖裁力(N) 沖孔沖裁力的計算: F孔=KL孔tb 式中: L孔沖裁周邊長度(),L孔= 87.1851 t材料厚度(),t=1 b材料抗剪強度(MPa)b210400Mpa,取b=350 Mpa K系數(取K=1.3)。 所以F孔=1.3×87.1853×1×350 =39.67 KN 落料沖裁力的計算: F落= KL落tb 式中L落=94.2478 所以落1.3×94.2478×1×350=42.89 KN 故沖裁
8、力F=F孔+F落=39.67 KN+42.89KN=82.56 KN(3)、卸料力FX、推件力F計算: 查表可得相應的KX、KT、KD分別為0.05、0.055。由于為倒裝式復合模,故每沖孔一次,工件都會被推件板推出,故n=1. F=KXF落0.05×42.89KN= 2.14KN T=nKT落=1×0.055×42.89 KN=2.36KN (4)、總沖壓力的計算沖裁時,壓力機的壓力值必須大于或等于沖裁各工藝力的總和,即大于總的沖壓力,當采用彈性卸料裝置和下出料方式的沖裁模時: 總F+FX+FT=(82.56+2.14+2.36) KN=87.06 KN 所以選
9、擇壓力機噸位為J23-25(5)、計算模具壓力中心由于該工件為對稱工件,所以模具的壓力中心為其幾何中心。(6)、計算模具刃口尺寸、沖孔凸凹模尺寸計算 由基本尺寸可查的最大初始雙面間隙man0.140 ,最小初始雙面間隙min=0.100 。查表得x=0.75,取 p=0.4(man-min)=0.4×0.040 =0.016 d=0.6(man-min)=0.6×0.040 =0.024 可滿足+=0.040man-min的條件。由計算公式得:dp=(dmin+x)=24.036 dd=(dp+min)=24.136 、落料凸凹模尺寸計算由基本尺寸可查的最大初始雙面間隙ma
10、n0.140 ,最小初始雙面間隙min=0.100 。查表x=1,同樣取p=0.016,d=0.024 可滿足使用要求。d=(max- x)=29.90 p=(d-min) =29.80 5、主要工作零件的設計(1)、落料凹模設計計算凹模高度 kss垂直送料方向的凹模刃壁間的最大距離()k系數,考慮板厚的影響,查表得k=0.4。所以 ks0.4×30 =12 因該工件為圓形,故可選用圓形凹模,取凹模刃壁至凹模邊緣的距離S2=30 ,故凹模總尺寸=90,凹模形狀尺寸如圖:圖5-1 :落料凹模 (2)、沖孔凸模長度L及校核 、 沖孔凸模長度:L=1+墊; 1=(0.60.8); 式中:1
11、凸模固定板厚度, 1=0.7×12=8.4取1=9 落料凹模厚度; 墊墊板的厚度,取墊15。 所以L=1+墊=(8.4+12+10) =36,如圖示:圖5-2:沖孔凸模 、承壓能力的校核:凸模承壓能力按下式校核:=; 式中:凸模最小截面的壓應力(MPa) F凸模縱向所承受的壓力,即孔39.67KN ; A凸模最小截面積;由CAD面積查詢得161.6501 2凸模材料需用抗壓強度。查表可得:295 MPa。所以=245.406 MPa,滿足使用要求。、失穩彎曲應力的校核:對于截面為星形的凸模有:Lmax1200, 式中:J凸模最小截面慣性矩。 F凸模縱向所承受的壓力,即孔39.67KN
12、 ;利用CAD計算星形的慣性矩2822.2454。所以1200=1200×=320.07 Lmax=35.4。滿足使用要求。(3)、凸凹模長度確定,壁厚校核;凸凹模長度L1 =H卸+H彈+固 -0.5;取凸凹模的固定板固=0.8×12=9.6 故取凸凹模固定板厚度為10 。由橡膠的計算可得H彈=46,取卸料版厚度H卸=10。 所以L1 =H卸+H彈+固 -0.5=10+46+10-0.5=65.5。圖5-3:凸凹模 凸凹模壁厚校核:查參考文獻知倒裝式凸凹模壁厚最小值hmin=2.7本設計中n=(29.8-24.136) =5.664,滿足使用要求。(4)、橡膠的選用與計算:
13、 橡膠允許的負荷較大,安裝調整靈活方便,是沖裁模中常用的彈性元件。橡膠墊產生的力 F=AP 式中:橡膠所產生的壓力,設計時取大于或等于卸料力。此處取F=2.14 KN; P橡膠所產生的單位面積壓力(N/2),與壓縮量有關,其值可按查資料確定。取×902-302-4××92=5400.232.所以 P=0.396 MPa。取壓縮量為25%,預壓縮量20%,工作行程t2.3.所以H彈=46 。校核橡膠高度與直徑的比值=0.51 滿足使用要求。如圖所示:圖5-4:彈性橡膠(5)、卸料版的選取取卸料版的厚度為10,其上因有導料銷和擋料銷,其設計如圖示:圖5-5:彈性卸料版
14、(6)、墊板的選取為避免硬度較低的模座因局部受凸模較大的沖擊力而出現凹陷,致使凸模松動,在模座與凸模間加墊板,墊板厚度一般為610,該設計取墊板厚度為7。(7)、壓力機校核模具的閉合高度H閉=156 壓力機的最大閉合高度max220,Hmin=120.所以max-5H閉Hmin+10.故壓力機可用。6、裝配圖零件的裝配圖如下:5-6:裝配圖 1-打桿 2-凸模固定板 3-落料凹模 4-彈壓卸料版 5-彈壓橡膠 6-凸凹模固定板 7-導料銷 8-擋料銷 9-凸凹模 10-推板 11-沖孔凸模 12-推桿 13-推板參考文獻:【1】、林承全主編. 沖壓模具課程設計指導與范例 北京:化學工業出版設【2】、王衛衛主編 材料成型設備 機械工業出版社【3】、張榮清主編. 模具制造工藝 北京:高等教育出版社【4】、羅圣國、吳宗澤主編. 機械設計課程設計手冊 高等教育出版社【5】、馬正元、韓啟主編 沖壓工藝與模具設計 北京機械工藝出版社設計總結 本次畢業設計歷時一周,在設計中我遇到了許多困難,但是在一些同學的指導、幫助與督促下,我都一一解決,在此表示衷心的感謝!通過此次課程設計,我加深了對模具的理解,對模具的基本結構和工作原理有了更深層次的了解
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 工藝品切換妝容 在泛黃的紙頁中燦爛光亮
- 房地產項目的合同管理與談判技巧
- 環境災害應急物資采購重點基礎知識點歸納
- 中式快餐的時尚魅力
- 青春期心理健康教育
- 元旦的鄉愁淡藍故事賞析
- 建筑垃圾處理與土木工程綠色施工的結合
- 女兒墻防水收頭金屬壓條技術專題
- 保險公司晚宴熱場活動方案
- 保險公司茶話會策劃方案
- 中南運控課設-四輥可逆冷軋機的卷取機直流調速系統設計
- 風景園林專業中級職稱《法律法規及技術標準》考試題及答案
- DB11T 893-2021 地質災害危險性評估技術規范
- 呼吸系統測試題(含參考答案)
- 歐洲文明概論學習通超星期末考試答案章節答案2024年
- 民兵知識小常識
- 山西省大同市平城區2023-2024學年六年級下學期期末考試英語試卷
- 2023年高考真題-地理(河北卷) 含答案
- 大學本科教學指導委員會章程
- 熱力學全冊配套完整課件3
- 部編版二年級下冊語文期末復習(全冊知識點)
評論
0/150
提交評論